
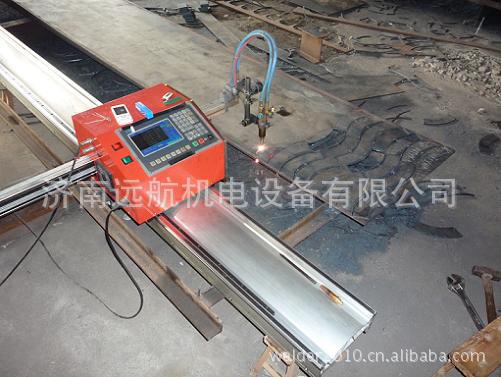
便携式数控切割机也叫小型数控切割机,它是采用计算机数控技术,能切割任意复杂平面图形,配备智能编程软件。设备故障率低及维护简单。适合碳钢、不锈钢等金属板材的切割和下料。该设备是替代仿形切割机及半自动小车切割机的升级换代产品。可根据客户要求选配电动调高装置或自动弧压调高装置。
便携式数控切割机采用大型数控切割机生产工艺,具备自动切割、返回重割、断点记忆、动态图形显示跟踪等功能,可切割任意复杂平面图形。配置智能编程套料软件,直接读取DXF/DWG/CAXA图形文件,转化为G代码加工程序,用U盘拷到机器内加工切割,全部实现计算机操作,降低切割难度;尺寸精确,切割面光洁度高。可提高效率,减少二次加工,节省钢材;大大提高钢材利用率,降低生产成本,缩短生产周期。(下面有部分客户使用现场图片)
系统功能:
1设备的自动切割过程:点火预热、切割,空程至下一零件的切割起点重复上述切割过程,直至整张钢板上的零件切割结束。
2 具有任意点中断,按原路径返回功能。
3切割过程断点、断电记忆功能,从断点开始切割。
4 割缝的自动补偿功能。
5 非封闭图形的切割功能。
6测量钢板与轨道夹角(钢板准直功能)
7 手工排料、套料,任意设置钢板上被切割零件的切割顺序。
8以图形方式现场编制零件,并可进行基本的交切点计算。
9以代码方式现场编制零件,采用的代码为G代码。
10被切零件图形的数据检测功能。
11变参数图形库(典型零件图形)。可通过任意变换参数,形成被加工零件的加工跟踪显示功能程序。
12切割图形的实施同步显示。
13数控割炬自动点火功能。
14故障报警及数据保存功能。
编程下料系统
Windows XP操作系统下使用澳大利亚FastCAM编程下料软件。
1 图形方式绘制零件,具有直线、圆弧、圆、椭圆及拟合线绘制功能,图段间交切点计算功能、图段的删除、恢复及复制功能。
2 零件图形的引入功能:
具有直线或圆弧多种引入方式,并且零件图形的引入可随意更改。
3 丰富的参数化图形库,并具有图形提示。
4 AutoCAD图形接口。
5 单一零件或整张套料钢板的模拟切割。
6 零件库、钢板库管理功能。
7 具有零件移动、翻转、复制、矩阵、删除、恢复及操作的钢板套料功能。
8 套料图形的任意排序。
9 任意进行连割、不割等工艺设置。
10具有套裁限定功能,即设定零件与零件间的距离。
11完善的套裁统计功能。
主要技术参数
一,技术参数
1. 额定输入电压 功率 频率
220V+-10% 260瓦 50HZ
2.操作显示屏: 7英寸高分辨率彩色液晶显示屏。
3.有效切割范围:
GS1250mm(宽)X2500mm(长)
GS1250mm(宽)X3000mm(长)
GS1500mm(宽)X2500mm(长)
GS1500mm(宽)X3000mm(长)( 纵向切割长度可按客户要求定制最大加长到5米。)
4.纵向导轨实际长×宽×厚 :
GS1250X2500: 3000mmx240mmx92mm
GS1250X3000: 3400mmx240mmx92mm
GS1500X2500: 3000mmx240mmx92mm
GS1500X3000: 3400mmx240mmx92mm
5.横向导轨实际长×宽×厚
GS1250X2500: 2000mmx45mmx45mm
GS1250X3000: 2000mmx45mmx45mm
GS1500X2500: 3400mmx45mmx45mm
GS1500X3000: 3400mmx45mmx45mm
6.切割厚度 5-150mm(火焰)
7 切割速度 50-2500(最大3000 mm/min)
8.等离子切割厚度 视等离子电源而定。
9.切割方式 a. 火焰(氧气+丙烷或乙炔)
b. 等离子(配置等离子切割机)
10 运行精度 ±0.2mm/m。
11机械加工精度 ±0.5mm/m。
12.割炬及调高装置 火焰,电动调高(±60mm)。
13.适用燃气 氧气+乙炔或丙烷。
14.主机重量 20KG。
15.燃气压力 最大0.1Mpa.
16.氧气压力: 最大0.7Mpa.
二、 数控系统
1,显示器7英寸高分辨液晶显示器。可显示切割图形及切割运行轨迹。操作更加简化。
2,键 盘:按键操作模式。
3,支持U盘传输文件。也可以手动编辑切割程序(G代码)。
4,2轴直线和圆弧插补。
5,支持加工中暂停,前进,后退,调速等功能。
6,系统具有断电记忆功能和回参功能及自动穿孔切割功能。
7,系统具有手动和电动升降控制调整功能。
8,具有割缝补偿功能。
9,电子离合器操作按扭,方便实现快速定位。
10.系统可储存30个文件,每个文件可达2000行。U盘中可存储2G文件,均可随意调用。
11.高速16位单片机,FLASH存储程序和外连USB读取传输程序。
12.高细分步进电机驱动,运动平稳,低噪音,运行精度高。
13.,切割速度最大可调到每分钟4米,能满足等离子切割的需求。
14. 抗高频干扰能力强,适应各种等离子机型。
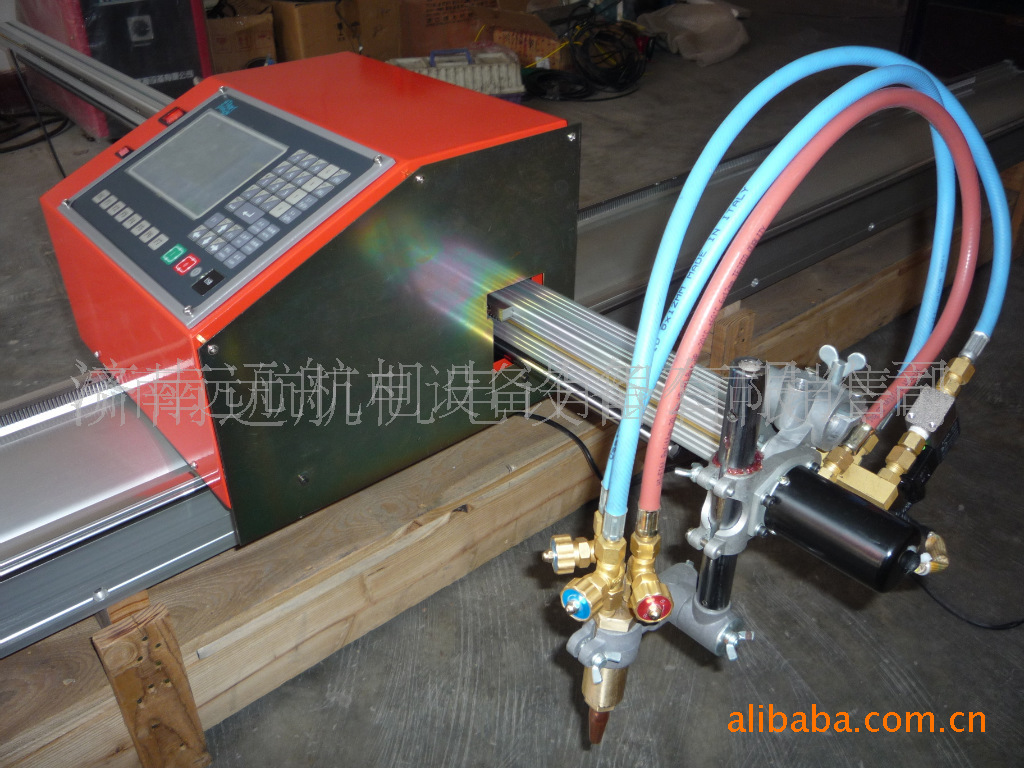
三,构成部分
1,由横向导轨,纵向导轨,主机三大部分组成。
2,主机部分,机箱采用全钢防磁结构,保证数控系统可靠稳定运行。
3,驱动采用40000步高细分驱动器。
4,横向及纵向导轨采用外夹式双轴心精密导轨,内侧设有加强套,通过力学原理设计,使其不变形。
横向滑块轴承采用12套日本进口双凹球面结构轴承; 纵向采用加强的8组进口轴承加紧。结构紧凑、 精密。使得横向导轨在加长到2000mm长时让保证极好的刚性,不下垂。

四,基本功能
任意回退、断电记忆、割枪移位、更换割嘴、割枪穿孔停留、任意中断、电子离合器开关等。以上功能均给操作者带来了极大的方便
五,软件与套料
可将CAD图形或电脑绘制图形转换为切割零件用的G代码,将G代码文件存入优盘,输入到切割机中,系统自动将G代码转换为切割程序。
本产品配USB接口,方便程序传输。在套料软件中设置割缝补偿值
六,编程套料软件
智能编程套料软件选用世界品牌澳大利亚FASTCAM软件,它是基于AutoCAD的自动编程与套料系统,专为各种数控切割机配用的切割软件,该软件能最大限度的帮助用户轻松完成各种复杂零件的绘制、编程、套料,不仅使用方便,同时也带来了明显的经济效益。
①绘图方法:利用AutoCAD强大的绘图功能进行零件图的绘制和套料,并能通过DXF文件数据的处理,自动生成所需切割代码。
②工艺处理:切入点可选择边切入或拐角切入;切入方式可选择圆弧切入或直线切入;割缝补偿功能可以计算出火焰中心点的实际切割轨迹;可以任意设定切割路径和方向。
③套料手段:基于AutoCAD能对零件图随意进行平移、旋转、复制、镜像、缩放、图阵列等操作。可通过窗口技术局部放大处理。
④屏幕仿真:对各种实际切割过程都能在屏幕上模拟加工轨迹,仿真切割过程,并能任意缩放、移动。
型号规格 | GS1250X2500 | GS1250X3000 | GS1500X2500 GS1500X3000 |
输入电源 | 220±10%V AC 50HZ 220W | ||
切割方式 | 氧气+丙烷或乙炔;可配置等离子切割机 | ||
有效切割范围mm | 1250×2500 | 1250×3000 | 1500×2500 1500X3000 |
导轨长×宽×厚mm | 2500×240X92 | 3000×240×92 | 3000×240×92 2000X240X92 |
|
|
|
|
|
| ||
切割速度mm/min | 0-2000(最大3000) | ||
切割厚度(火焰)mm | 5-150(氧气+乙炔或丙烷) | ||
切割厚度 (等离子)mm | 视客户等离子电源而定 | ||
运行精度 | ±0.2mm/m | ||
割枪和调高 | 火焰,电动调高(±60mm) | ||
主机重量kg | 20 | ||
燃气压力Mpa | 最大0.1 | ||
氧气压力Mpa | 最大0.7 | ||
适用燃气种类 | 氧气加+丙烷,丙烯或乙炔 | ||
出厂时无提前说明的均标配丙烷割嘴 1#,2#,3#各一支。 | |||










 济
济
物流运费信息
发货地址(产品所在地):
- 山东 济南 济南市天桥区 北园路217号山东五金市场精品街28号
- 60公斤/套





