
![]() 退磁机—展示
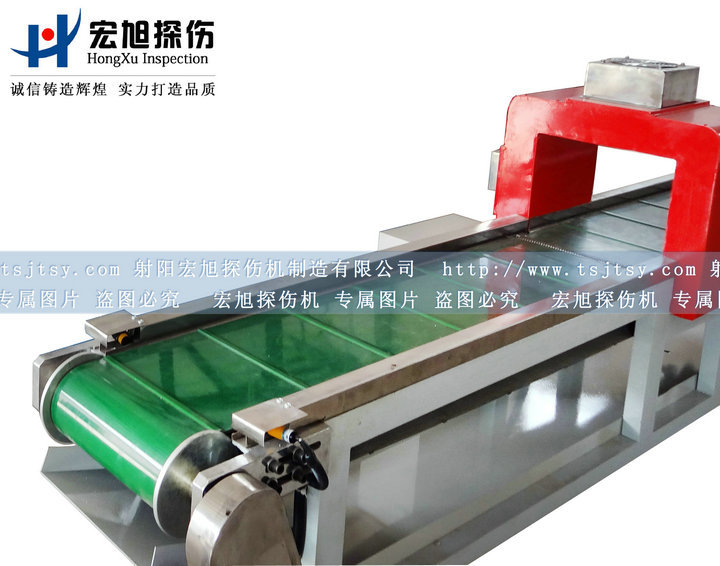
退磁机—展示



温馨提示:
产品属性以及图片仅供参考,详情欢迎旺旺或来电咨询
![]()
CT-400型输送带式退磁机是工件经过加工或磁粉探伤后,对工件剩磁进行退磁的专用设备,该设备采用远离法进行退磁。实用于退磁要求较高,工件批量较大的用户,设备具有操作简单,使用范围广,工作效率高,安全可靠等特点。适用于对各种金属材料(非磁性材料)进行大批量退磁,使原本带有磁性的金属材料失去磁性。具有效率高,退磁效果好,残磁小等特点,广泛应用于机械制造、轴承生产、五金工具制品、模具制造等行业。
1.技术参数:
1.1. 电源:三相380V±10% 50Hz;
1.2. 功率: 20Kw;
1.3. 线圈内径:约Ф450 mm×450mm;
1.4. 退磁效果:≤0.3mT;
1.5. 输送方式:输送带式
1.6. 外型尺寸:约600×400×1200mm;
1.7. 总质量:约200KG。
2.工作原理:
本退磁机为皮带输送通过式退磁机,使用时将工件放置在皮带上,当退磁线圈接通电源时,由皮带将工件送入退磁器中并逐渐远离,在线圈内产生较强的轴向磁场,这种磁场随距离改变而改变,从而达到了退磁的目的。
3.设备组成:
3.1、工件通过输送带送入退磁线圈,并远离工件来退磁,可与探伤机组合形成探伤流水线。
3.2、退磁线圈是设备主要部件、工件在逐渐远离线圈时将实现退磁目的。
3.3、控制电路由退磁开关、接触器、电源指示等组成,控制整个退磁设备的工作。
退磁器的退磁原理:
退磁是将工件置于交变磁场中,产生磁滞回线,当交变磁场的幅值逐渐递减时,磁滞回线的轨迹也越来越小,当磁场强度降为零时,使工件中残留的剩磁Br接近于零。退磁时电流与磁场的方向和大小的变化必须“换向衰减同时进行”。
退磁方法和退磁设备:
交流退磁
A 交流电退磁通过法
对于中小型工件批量退磁,最好把工件放在装有轨道和拖板的退磁机上退磁,退磁时,将工件放在拖板上置于线圈前30cm处,线圈通电时,将工件沿着轨道缓慢地从线圈中通过并远离线圈至少1m以外处断电。对于不能放在退磁机上退磁的重型或大型工件,也可以将线圈套在工件上,通电时缓慢地将线圈通过并远离工件,至少1m以外处断电。
B 衰减法
由于交流电的方向不断的换向,故可用自动衰减退磁器或调压器逐渐降低电流为零进行退磁,如将工件放在线圈内、夹在探伤机的两磁化夹头之间、或用支杆触头接触工件后将电流递减到零进行退磁
对于大型承压设备的焊缝,也可用交流电磁轭退磁。将电磁轭两极跨接在焊缝两侧,接通电源,让电磁轭沿焊缝缓慢移动,当远离焊缝1m以外再断电,进行退磁。
直流电退磁
直流电磁化过的工件用直流电退磁,可采用直流换向衰减或超低频电流自动退磁。
A 直流换向衰减退磁
通过不断改变直流电(包括三相全波整流电)的方向,同时使通过工件的电流递减到零进行退磁。电流衰减的次数应尽可能多(一般要求30次以上),每次衰减的电流幅度应尽可能小,如果衰减的幅度太大,则达不到退磁目的。
B 超低频电流自动退磁
超低频通常指频率为0.5~10Hz,可用于对三相全波整流电磁化的工件进行退磁。
C 加热工件退磁
通过加热提高工件温度至居里点以上,是最有效的退磁方法,但这种方法不经济,也不实用。
![]()
退磁处理的重要性
在经过退磁处理后,工件完全不带有磁性,不吸其他铁磁物质,容易清洗干净;磁处理能降低残余应力,能增加工件的寿命和表面效果。
退磁处理技术是一项新型的非热处理型金属材料性能处理技术,它利用磁脉冲处理工艺降低钢铁工件内部残余应力、改变其位错结构及缺陷构造,提高了工件整体综合机械性能。 脱磁处理技术集电子学、铁磁学、金属材料学等于一身,科技含量较高。
经磁处理过的工件,其耐磨性、耐用度和抗疲劳性能都得到明显提高。
退磁机一般用于永磁材料(ALNICO,铁氧体)及低矫顽力材料(五金件,模具钢等)的退磁,可分为脉冲退磁及交流退磁式。
退磁原理
退磁处理最重要的两个条件:
(a)磁极交迭。
(b)磁感应强度递减。
磁极交迭的方法
(a)磁化电流采用交流电;
(b)交替改变直流电方向;
(c)转变磁场中试件的方向
磁场强度递减的方式
(a)试件渐离磁场或磁场渐离试件;
(b)由电源控制电流衰减或分段步降
市面上的退磁机、消磁器,型号、规格多种多样,退磁的对象,效果有所不同。

质量保证
1、设备予验收
(1)预验收是设备制造厂制造完毕后,按JB/T8290—1998《磁粉探伤机》标准验收。
2、安装调试
(1)安装调试是指设备到达需方后,在操作现场的安装与调试,设备到达需方后,必须在一周内通知供方,3日内供方的安装与调试人员到达需方进行安装调试,并进行正式验收,其标准按1款要求进行。若验收效果乃存在问题,供方可在不影响需方生产的前提下,3天内给予解决。
(2)安装调试结束后以双方签署的《入厂验收报告》之日期起计算包修期。
3、质量保证和售后服务
(1)设备所有元件及原材料的购进,都通过严格筛选和认证,保证是正规厂家生产。
(2)所有的自制件均采用合格材料,严格按设计工艺要求制造。
(3)质量保证期,自双方签署合格的《入厂验收报告》之日起,包修12个月,并终身服务。
4、保证期内出现设备本身质量问题,需方立即通知供方,供方在48小时内到达需方,免费修理。保证期限外出现质量问题,在48小时到达需方(有偿修理)均在1天内完成修复。
5、人员培训
人员培训是指设备操作培训,直到探伤工会操作为止。
6、包装与运输
(1)包装箱严格按标准规范进行包装,运输,汽车代办托运。
(2)包装和运输费用,运输费用及运输保险费和安装调试费用由我方承担。
射阳宏旭探伤机制造有限公司是国内无损检测行业,磁粉探伤设备的专业研制和生产单位。公司具有完善的管理机构,并通过ISO9001:2000国家质量体系认证,具有多年设计、生产和维修改制磁粉探伤机的能力。
公司主产品有:便携式磁粉探伤仪、移动式磁粉探伤机、通用型磁粉探伤机、专用型磁粉探伤机,可对零件进行荧光磁粉检测。产品采用计算机辅助设计,参照美国MIL和德国DIN标准,符合国际JB/T8290-1998《磁粉探伤机》标准。产品广泛应用于航天、航空、铁道、机械、汽车、摩托车、内燃机、柴油机、轴承、弹簧、标准件、造船、锅炉、压力容器等行业的无损检测领域。
我们始终把努力为顾客提供质优价廉的产品和满意的服务放在首位,对产品实行三包,一年内免费服务,终身保修。提供售前技术咨询和售后满意服务,同时接洽用户各种特殊要求的订货。竭诚欢迎新老客户前来洽谈业务!





