仪表板因其得天独厚的空间位置,使愈来愈多的操作功能分布於其中,除反映车辆行驶基本状态外,对风口、音响、空调、灯光等控制也给予行车更多的安全和驾驶乐趣。因此,在汽车中,仪表板是非常独特的集安全性、功能性、舒适性与装饰性於一身的部件。首先,它需要有一定的刚性以支撑其所附的零件在高速和振动的状态下保证正常工作;同时又需要有较好的吸能性使其在发生意外时减少外力对正、副驾驶员的冲击。随着人们对车的理解愈来愈超出其功能,对仪表板的手感、皮纹、色泽、色调也逐渐成为评判整车层级的重要标准。
仪表板的分类
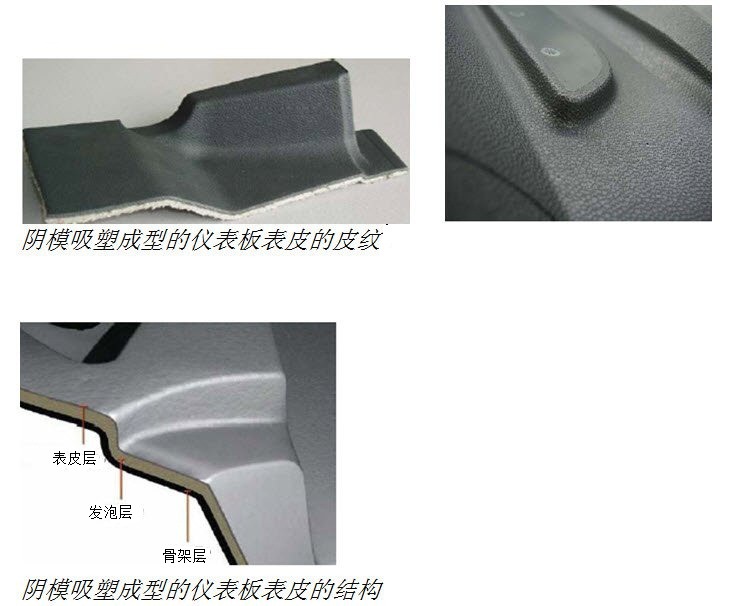
仪表板按舒适性可分为硬塑仪表板、吸塑仪表板和半硬泡软质仪表板。仪表板本体以注塑工艺制成的为硬塑仪表板,因其工艺简单、投资低等优势而被广泛应用,尤其是中低档车。其中有局部或全部涂装饰漆或软触漆,以改善外观、增加色调或提高质感。吸塑仪表板是在注塑或压制骨架外吸附并粘结或在注塑时复合表皮,使其外观有皮质感。半硬泡软质仪表板是在表皮和骨架之间填充有聚氨酯泡沫,既提高触感又增加吸收能量的能力。目前半硬泡软质仪表板的表皮主要有真空热成形表皮和搪塑表皮。前者是传统的仿真皮工艺制成;後者在近年因其花纹均匀、无内应力、设计宽容度高等特点被广泛应用,并得到客户高度认可,将成为中高档车主导。
仪表板生产的主要工艺
针对不同仪表板,涉及的工艺及流程也有较大差异,可粗略归纳为以下几种:
-硬塑仪表板:注塑(仪表板本体等零件)→ 焊接(主要零件)→ 装配(相关零件);
-半硬泡仪表板:注塑/压制(仪表板骨架)→ 吸塑(表皮与骨架)→ 切割(孔及边)→ 装配(相关零件);
-半硬泡仪表板:注塑(仪表板骨架等零件)
真空成形/搪塑(表皮) → 发泡(泡沫层)→ 切割(边、孔等)→ 焊接(主要零件,如需要)→ 装配(相关零件)
具体涉及的主要工艺如下。
注塑工艺
将乾燥後塑料粒子在注塑机中通过螺杆剪切和料桶加热熔融後注入模具中冷却成形,是仪表板制造应用最广泛的加工工艺,用来制造硬塑仪表板本体、吸塑和软质仪表板的骨架及其它大部分相关零件。硬塑仪表板材料多使用PP,仪表板骨架的材料主要有PC/ABS、PP、SMA、PPO(PPE)等改型材料。其它零件则根据作用、结构和表观要求的不同另选择ABS、PVC、PC、PA等材料。注塑工艺在四、五十年代迅速兴起後,得到了大力发展。
真空热成形工艺
该工艺将表皮片材加热到玻璃点软化温度,在密闭的型腔内加注气体使其得到一定拉伸,进而以真空吸附於有温控模具冷却并得到产品。主要用於仪表板表皮和外观要求高的零件生产,材料主要为PVC/ABS。因环保的要求,八十年代开始新材料的研发,近年TPO和TPU在欧、美、亚都有一定的应用。
搪塑工艺 (玩具公仔用于模仿皮肤的柔软部分就是搪塑)
将粉末原料均匀撒布於加热的模具表面,使其熔融并保持一定时间,使物理、化学双重反应充分进行後冷却定性,得到模具形状的产品。不同的加热方式对产品质量、模具寿命等起决定作用,主要有风加热、油加热和砂加热等方式。该工艺主要用於高档车仪表板等手感、视觉效果要求高的产品。目前材料主要是PVC。
发泡工艺
将聚醚和异氰酸酯充分混合後注入模具的表皮与骨架中间、交联固化,在其间形成要求形状泡沫的加工工艺,泡沫连接了表皮与骨架,又改善零件的手感。该工艺是软质仪表板生产的必须工艺,分开模浇注和闭模浇注。
-开模浇注是在模具开启状态下将发泡料浇於表皮内侧,然後放置骨架、关闭模具,使其交联固化,该工艺宽容性高,设计自由度大;
-闭模浇注是在模具中放好的表皮与骨架之间注入发泡料,使其交联固化的发泡工艺,该工艺的工艺稳定性好,设备投入低,但设计难度大。






