卡箍接头管道中普遍使用的管道连接柔性部件,洛阳合江公司卡箍接头重量轻,安装便捷,相对法兰连
接能节约80%人工施工费用。卡箍接头有外卡箍、内连接管、柔性密封3大部分组成。卡箍接头设计独特
美观。卡箍接头最初使用于军事项目便于提高战斗力,后逐步应用于民用;卡箍接头又称快速接头。
卡箍按连接形式分为管端连接和钢环连接,焊接工作量大,为保证质量,加快施工进度,一般采用“集中焊接,现场安装”的施工方法,现分别介绍如下:
一.卡箍接头管端焊接:
① 焊接前应检查管端密封面有无影响密封效果的撞痕,裂纹等,若有此现象,需处理后方可进行焊接;
②用气焊把管道坡口上油漆烤除,再用钢丝刷清除干净,直至发亮;
③ 对焊前先检查钢管轴线与管端面是否垂直。合格后将管端与管子对正,要求钢管面与管端面垂直与轴线;
④为防止管端密封面不受焊接渣液飞溅粘着,焊接时应对密封面采取保护措施;
⑥管接头的管端焊缝应符合受压容器焊接技术(JB1613-75)规定,严寒季节焊接时,应对钢管端部及管端进行预热。
二.卡箍接头刚环焊接:
①焊接前应检查钢管两端(距端面约30~50mm)有无影响密封效果的撞痕、裂纹等,若有此现象需处理后方可进行焊接;
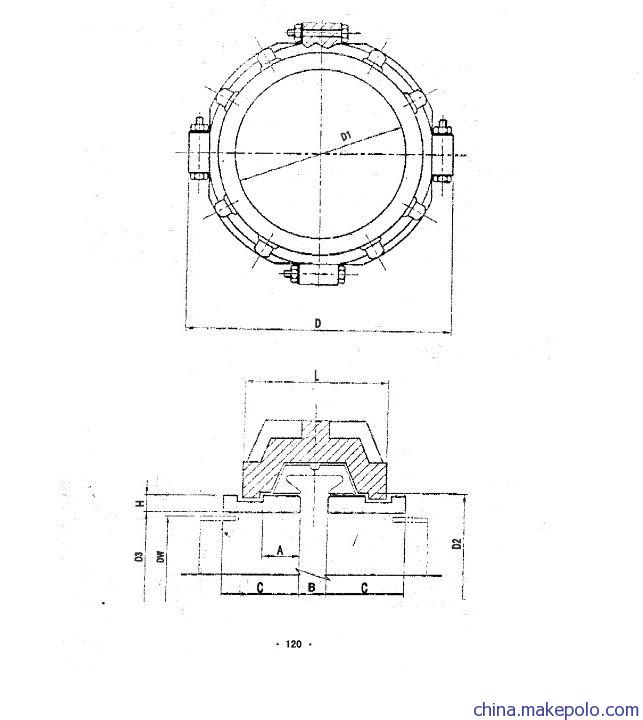
②在管子外壁上将限位钢环的位置尺寸用样板划好线,按线将纲环点焊接定位(保证限位环紧贴管壁), 如图:其中L=H/2钢环半径。
③将限位环与管子焊接。一般中、低压管道允许单面焊接或间断焊接。但需保证限位环在承受轴向拉力时不被拉脱。焊接高度要保证将限位环与管壁间缝隙填满且不超过限位环,焊接需平整。