







交叉滚子导轨是由两根具有V型滚道的导轨、滚子保持架圆柱滚子等组成,相互交叉排列的圆柱滚子在经过精密磨削的V型滚道面上往复运动,可承受各个方向的载荷,实现高精度、平稳的直线运动。
编辑本段交叉滚子导轨特点:1、滚动磨擦力小,稳定性能好;
2、接触面积大,弹性变形量小;
3、有效运动体多,易实现高刚性、高负荷运动;
4、结构设计灵活,安装使用方便,寿命长;
5、机械能耗小和精度高,速度快,承载能力大。
三、交叉滚子导轨型号规格:
交叉滚子导轨 V1-20
交叉滚子导轨 V1-30
交叉滚子导轨 V1-40
交叉滚子导轨 V1-50
交叉滚子导轨 V1-60
交叉滚子导轨 V1-70
交叉滚子导轨 V1-80
交叉滚子导轨 V2-30
交叉滚子导轨 V2-45
交叉滚子导轨 V2-60
交叉滚子导轨 V2-75
交叉滚子导轨 V2-90
交叉滚子导轨 V2-105
交叉滚子导轨 V2-120
交叉滚子导轨 V2-135
交叉滚子导轨 V2-150
交叉滚子导轨 V2-165
交叉滚子导轨 V2-180
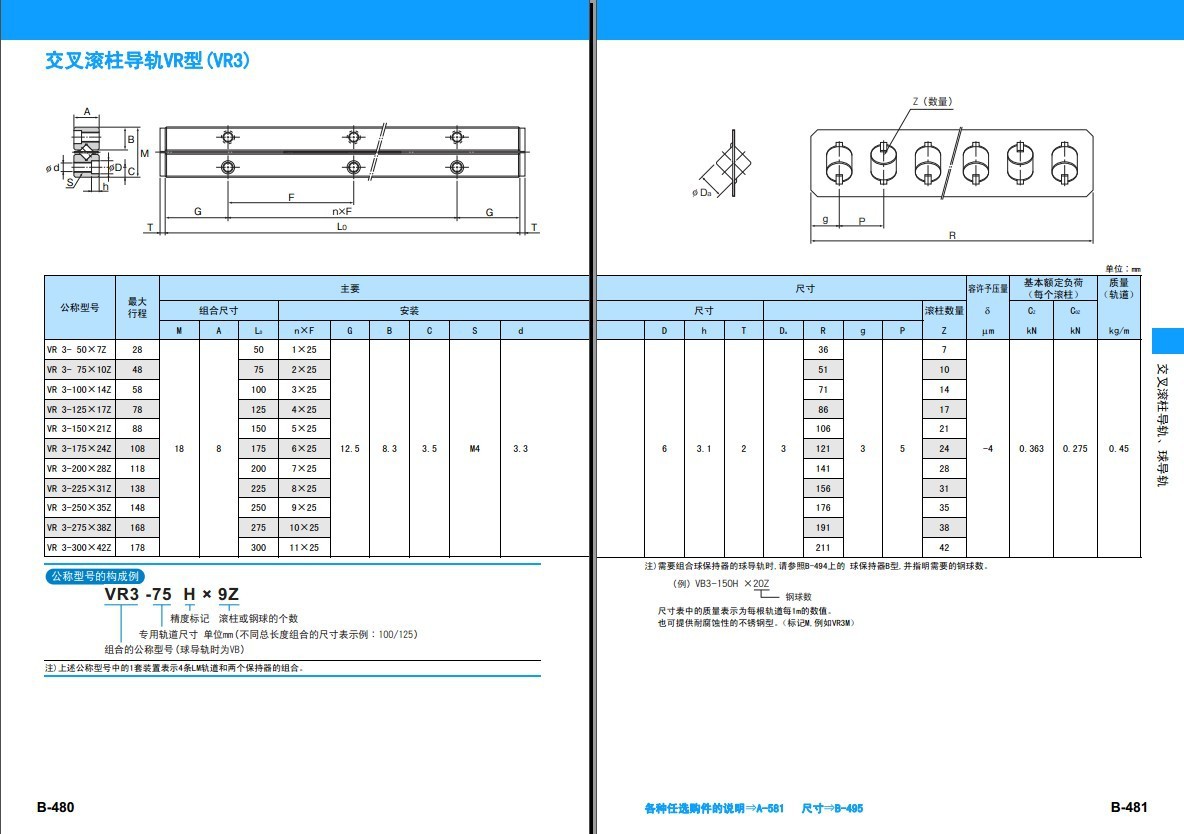
交叉滚子导轨 V3-50
交叉滚子导轨 V3-75
交叉滚子导轨 V3-100
交叉滚子导轨 V3-125
交叉滚子导轨 V3-150
交叉滚子导轨 V3-175
交叉滚子导轨 V3-200
交叉滚子导轨 V3-225
交叉滚子导轨 V3-250
交叉滚子导轨 V3-275
交叉滚子导轨 V3-300
交叉滚子导轨 V4-80
交叉滚子导轨 V4-120
交叉滚子导轨 V4-160
交叉滚子导轨 V4-200
交叉滚子导轨 V4-240
交叉滚子导轨 V4-280
交叉滚子导轨 V4-320
交叉滚子导轨 V6-100
交叉滚子导轨 V6-150
交叉滚子导轨 V6-200
交叉滚子导轨 V6-250
交叉滚子导轨 V6-300
交叉滚子导轨 V6-350
交叉滚子导轨 V6-400
交叉滚子导轨 V6-450
交叉滚子导轨 V6-500
交叉滚子导轨 V6-550
交叉滚子导轨 V6-600
交叉滚子导轨 V9-200
交叉滚子导轨 V9-300
交叉滚子导轨 V9-400
交叉滚子导轨 V9-500
交叉滚子导轨 V9-600
交叉滚子导轨 V9-700
交叉滚子导轨 V9-800
V2系列 V3系列 V4系列 V6系列 V9系列 V12系列 V15系列 V18系列
供应型号:V1-20、V1-30、V1-40、V1-50、V1-60、 V1-70、 V1-80
V2-30、V2-45、V2-60、V2-75、V2-90、V2-105、V2-120、V2-135、V2-150、V2-165、V2-180
V3-50、V3-75、V3-100、V3-125、V3-150、V3-175、V3-200、V3-225、V3-250、V3-275、V3-300
V4-80、V4-120、V4-160、V4-200、V4-240、V4-280、V4-320、V4-360、V4-400、V4-440、V4-480
V6-100、V6-150、V6-200、V6-250、V6-300、V6-350、V6-400、V6-450、V6-5000、V6-550、V6-600
V9-200、V9-300、V9-400、V9-500、V9-600
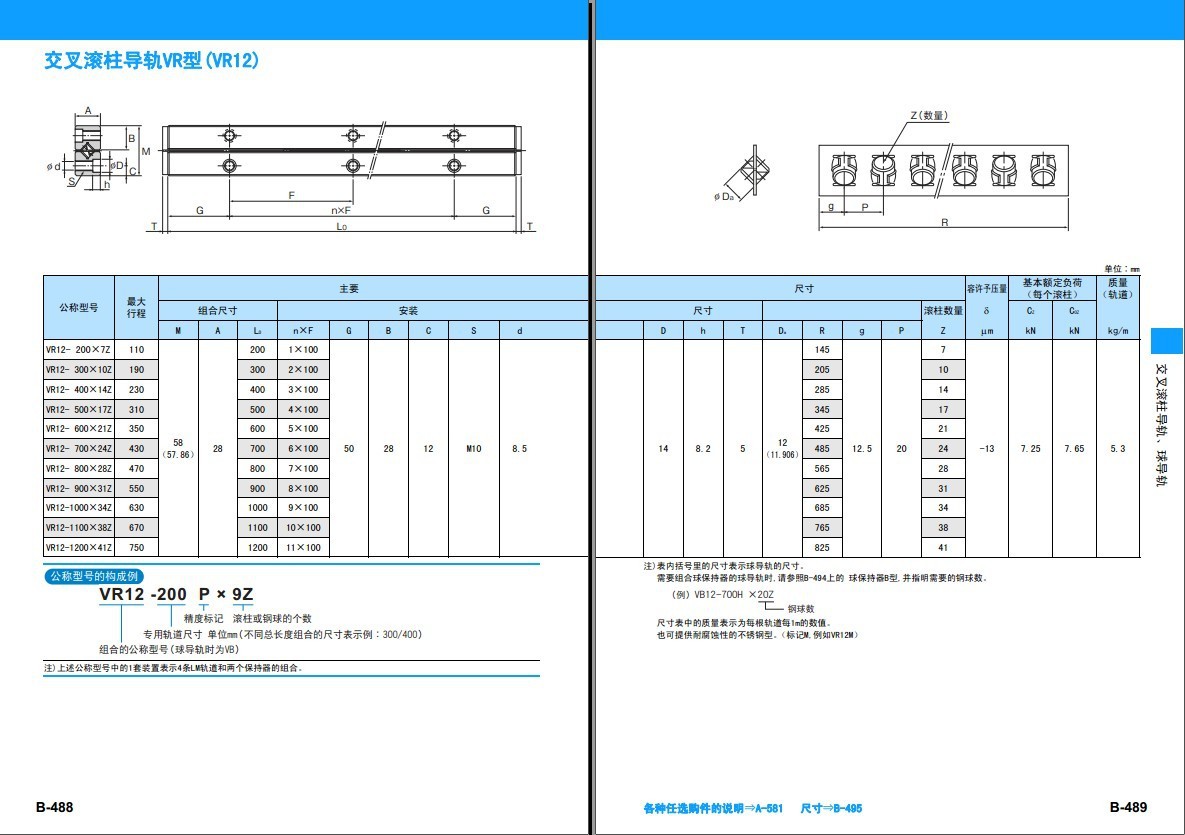
V12-200、V12-300、V12-400、V12-500、V12-600














交叉滚子导轨产品应用:固晶机、点胶设备、自动化设备、OA机器及其周边机器、测定器、印刷基板开孔机,精密机器,光学测试仪、光学工作台、操纵机构、X 射缐装置等的滑座部分,检验类设备的加样运动系统,CT的检查床,X光机等医疗设备等。
编辑本段交叉滚子导轨副的安装1.用除油剂将零件基准面上的防锈油擦干净。因被除去防锈油的基准面容易生锈,因此,可用黏度低的油漆上,再使用。
2.将零件1~3的侧基面靠上定位台阶侧基面后,用螺钉预固定在床身和滑台基准面上,拧紧力不要太大,使零件底面与相对的基准面紧密接合即可。用压板将零件压紧,使零件的侧面与安装基准面贴紧。用力矩扳手按下表规定的力矩逐个拧紧零件的安装螺钉,从中间开始按交叉顺序向两端拧紧。
3.将调整侧的零件4作暂时的固定。
4.小心将保持架插入到中央附近。
5.将端部挡块安装在导轨端部。
6.将滑块左右移动到尽头,调整保持架到床身的中央位置。
7.把表头打在滑台的中心和侧面。
8.将滑台移至一侧的尽头,而且确认在调整螺栓正对处有滚柱后,轻轻拧紧调整螺钉。
9.将滑台移至另一侧的尽头,如上方法轻轻拧紧。
10.将滑台移至中央位置,把调整螺钉轻轻拧紧。
11.重复8-10的步骤,将滑台的间隙调到0为止。
12.参照下表给定的力矩值,按照8-10的步骤将调整螺钉固紧。
13.最后将零件4固紧。跟调整螺钉的紧固步骤类似,移动滑台,保证紧固螺栓的地方正对滚柱。





