SiC Fine Bead(小颗粒碳化硅)
产品介绍
SiC Fine
Bead(小颗粒碳化硅)是一种主要由碳化硅颗粒、Kevlar纤维和双酚A/F组成的一种复合材料,能够常温下使用和固化,具有很好的耐腐蚀性和极高的耐磨损性。材料为膏状、不流挂,可在任意角度涂抹,抗冲击,适合现场紧急修补。
应用领域
SiC Fine Bead(小颗粒碳化硅)主要用于修复渣浆泵、泥浆泵、管道、弯头、风机、搅拌机、旋风分离器、旋流喷嘴、溜槽、磨煤机等遭到磨损严重的设备,能提供比合金钢5倍以上的耐磨性。SiC
Fine Bead也可以作为设备的预防护涂层,以延长设备的使用寿命;在普通钢材上涂层后,替代耐磨合金钢,节约制造成本。
注意事项
Ø 建议的涂覆厚度在2mm以上,材料耐磨性随着涂层厚度的增加而提高。
Ø 若需增加与金属或橡胶基材的结合力,可先使用Primer CR (陶瓷底涂)涂刷一遍。
Ø 耐温最高达150℃,请在使用前确认待维修和防护设备的实际运行温度。
Ø 冬天低温时固化速度显著减慢,0℃以下不固化,需要烘箱或烤灯加热。
施工条件
施工基材表面温度必须大于露点温度3℃,相对湿度必须低于85%。湿度太高会导致水汽凝结在表面,影响粘接。
表面处理
正确的表面处理是Resto锐思拓 ®产品成功应用的关键。灰尘、赃物、油、脂以及潮湿会影响修补材料的粘接作用。对底层粘接的不牢固将会直接导致在修补部位出现碎裂、裂缝,以及在有压力时,整个粘接剥落失效。请按照以下指导的步骤进行操作,进行正确的表面处理准备。
®产品成功应用的关键。灰尘、赃物、油、脂以及潮湿会影响修补材料的粘接作用。对底层粘接的不牢固将会直接导致在修补部位出现碎裂、裂缝,以及在有压力时,整个粘接剥落失效。请按照以下指导的步骤进行操作,进行正确的表面处理准备。
喷砂
喷砂用压缩空气必须是除油、干燥、无杂质,必须安装油水分离器。用于喷砂的材料粒度在8目~16目,对于硬质合金金属的喷砂要采用棕刚玉或白刚玉砂。所有需要作涂层的金属表面区域必须用喷砂的方法,若需要涂层在浸没环境下使用,需使表面达到白色金属级,具有50μm~100μm粗糙度,即Sa3级别,或SSPC-SP5级。
打磨
如果没有喷砂的条件,也必须用砂轮机或砂布尽量打磨表面。(但对于水泵和风机叶轮转动部件,必须用喷砂的方法确保粘接牢固。)
清洁
用丙酮或除油清洗剂去除表面油脂和杂物,对于重油污区域要用白布擦拭,反复清洗,直至白布上看不到污渍。清洗完毕后用干燥空气吹扫,使丙酮或清洗剂挥发干净。
底涂
SiC Fine Bead(小颗粒碳化硅)可以直接在喷砂后的表面上涂抹;在不能喷砂、或喷砂不好的情况下,建议用Primer CR(陶瓷底涂)增加粘接力。Primer CR只要涂覆很薄一层即可,然后在30分钟内做SiC
Fine Bead小颗粒碳化硅的后续施工。
混合主剂和固化剂
SiC Fine Bead(小颗粒碳化硅)为膏状双组分产品,必须用电子秤按照重量比(主剂:固化剂=10:1)称量,再均匀搅拌使用;常温下,混好的材料,必须在30分钟内用完,否则材料变硬,不利于操作;准备干净的调胶底板,搅拌时用油灰刀尽量搅拌均匀,使得白色的固化剂和灰色的主剂混合后颜色一致为止。
涂抹施工和固化
用油灰刀或塑料刮板把混合好的SiC Fine Bead(小颗粒碳化硅)涂抹到待修复防护的表面上。为了获得平整光滑的最终表面,可以蘸取少量丙酮,轻抚表面达到。
建议施工5℃~32℃环境温度下进行,修补材料在室温23℃下操作最为适宜。夏季温度高时,修补剂固化时间会加速;冬季温度低时,修补剂固化时间会显著减慢,所以请妥善处理操作的环境温度。请参考以下表格:
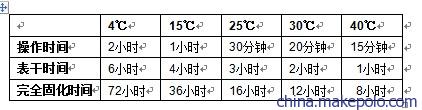
一般来说,SiC Fine
Bead(小颗粒碳化硅)每次涂抹在垂直表面最高可堆积6mm厚度,若要获得更厚的涂层,可以在表干时间后,重复堆积,直到所需厚度。若超过完全固化时间,在二次涂层前,要对表面再次打磨处理,避免固化分层。
若需加速固化时间,可以把修补工件放入烘箱60℃加热保温2小时,则可以保证材料完全固化。注意请勿在70℃以上温度加热,材料在未固化前会软化流淌。
表面修整
SiC Fine Bead(小颗粒碳化硅)完全固化后,可以用砂轮片或百叶片打磨凸起的缺陷。若要获得更加平整光滑的表面,可以用SiC Putty(碳化硅修补剂)和SiC Brushable(碳化硅刷涂剂)处理,详见相关技术说明文件。
工具清洗
在材料没有固化前,可以用丙酮、二甲苯、酒精等溶剂清洗工具。材料固化后,只能用打磨的方法清理工具。
安全须知
Ø
请遵照材料安全数据表(MSDS)和包装标签,安全健康使用本产品。
Ø
使用产品时应在通风良好的环境中。施工时必须穿戴工作服、口罩、手套、防护眼镜。
Ø
吸入微粉或接触皮肤可能会导致过敏。
Ø
本产品仅限于工业领域使用。
储存条件
密封、干燥、避光保存。温度控制在5~32℃。
订货信息






