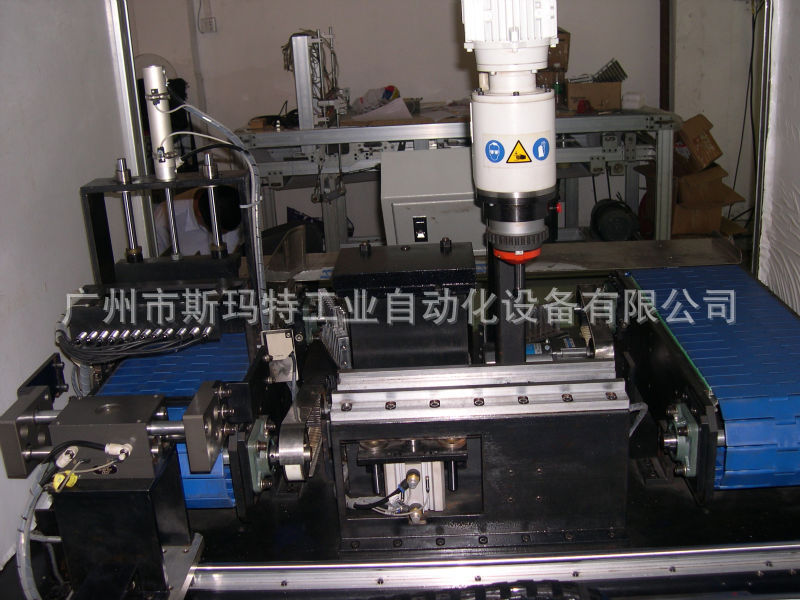
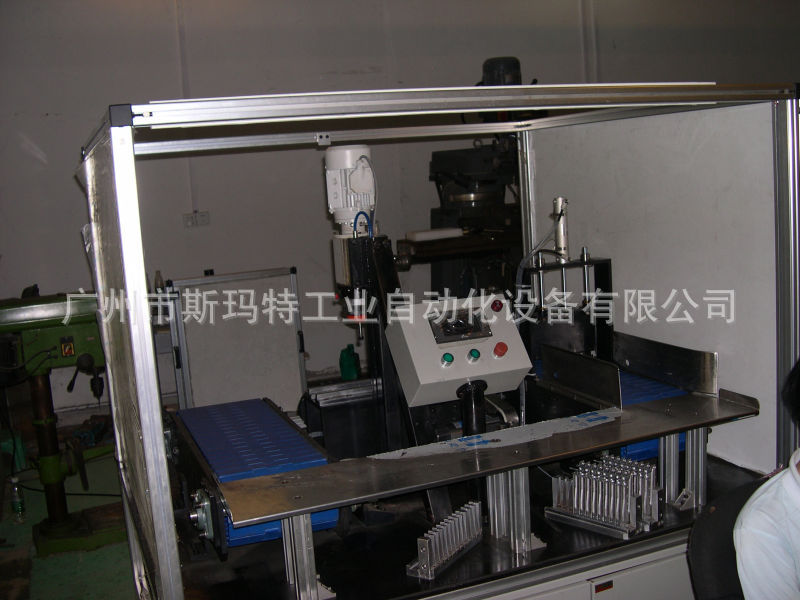
火排锁扣铆合机/铆接机现货

1、使用环境:此设备适合在5摄氏度—+45摄氏度环境温度工作,定期提供设备保养;斯玛特提供一年的设备售后保障。
2、设备适合如下产品锁扣铆合生产需求:
W135火排3排,RBAU火排6、7、9排,Boiler火排9排,并分左右结构。
3、设备技术要求及参数
A)设备使用电源为:220V AC,气源压力:4-6.5 bar;设备周围5米内不能有高周波设备,以免干扰伺服控制系统。
B)设备补助工人仅需要一人上下料;专人负责设备保养和调试。
C)夹具自动实现矩形循环流转,工人上下料位手动模式来实现,其他位置用机器自动完成;工人不需要分散注意力到设备上,这样便于工人快速上下料实现高效生产。
D)生产不同火排的产品对夹具仅有左右之分,W135火排3排,RBAU火排6、7、9排,Boiler火排9排均可在同一夹具上完成。
E)设备自动识别生产产品与与工人上料的火排是否一致,实现防误功能。
F)铆合机为单头铆机铆接力为2.3KN,单个铆合完成时间为1秒, 铆合方式为旋铆。
G)逐个铆合伺服位移锁定机构;位移时间为0.5秒,重复精度0.01mm;最大定位加持力10KN(力矩铆合翻边可调)。
H)锁扣机构为气动凸轮锁扣结构;锁扣力可以调节,定位精度为0.1mm,以次来确保锁扣对工件没有任何变形发生。
I)夹具、铆头、控制件的维修及更换方便、高效,整机设备安全、可靠运行。
J)矩形回转台上放置有4套夹具,一套为人工上料,一套为正在铆合,还有两套在运输过程中。
4、锁扣铆合机主要组成机构:
A)自动矩形回转台;电机和P气动实现自动流转。
B)单头高速铆接机;采用梅花瓣型运行原理来实现高速铆合。
C)锁扣机构;采用P气动凸轮结构实现快速多向锁扣。
D)步进式伺服位移定位系统;采用德国伺服控制器、JRT气爪、P定位装置。
E)左右夹具两套;每套夹具可以实现左或右3、6、7、9火排定位装配。
F)铝材支架台;采用欧标铝材和镀锌钢板结构。
G)系统采用欧姆龙PLC和KINCO伺服控制系统
H)采用KINCO触摸屏和施耐德按钮和急停安键以及压力操作阀作为控制面板。
5、设备制造工艺:
设备底部支架采用45*90重载型欧标铝材,台面板20mm厚采用A3钢板;表面磷化处理。操作平台的高度为0.95M(根据具体情况我们会采用钢机构)。
设备机构紧凑,电线管路走线规整,美观。
设备外观会装有保护罩,设备台面底部设隔层空间,可以放置夹具。
矩形回转夹具输送台采用A3钢,表面镀镍处理。
锁扣机构采用A3钢,表面发黑处理。
铆合机表面喷塑。
步进式伺服位移系统外购件本色。
6、产品加工完成后要求:
A)火排和支架结合牢固,摇动时应无晃动。
B)锁扣部位,无毛刺,变形,开裂。(详细见签订样板)
C)铆合口处加工平整、均匀,无裂纹,并且要与支架完全铆合。
D)铆合口尺寸参考尺寸:14.5±0.2㎜。
E)工件整体没有变形。
F)符合图纸装配要求
7、设备产能:
A)设备产量:
火排数 | 铆合时间 |
3 | 25 |
6 | 30 |
7 | 35 |
9 | 40 |
铆合时间为:一个火排夹具从输入皮带,经铆合、锁扣位;到输出皮带的等待取料位所需要的周期时间。
B)对孔位间隙不一致但在一条直线上的产品均可实现生产。
C)设备灵活性大,便于未来生产各种规格不一的产品。
D)铆合机有X轴和Z轴精密人机调整界面。
七、设备验收
A)提供设备的使用说明书
B)设备在安装调试运行后,验收标准以机器到客户工厂后正式运行30个工作日为准。达到30日正常为验收合格。
C)提供设备说明书、总装图、电气原理图、主要部件清单。
D)提供设备出厂合格证。