

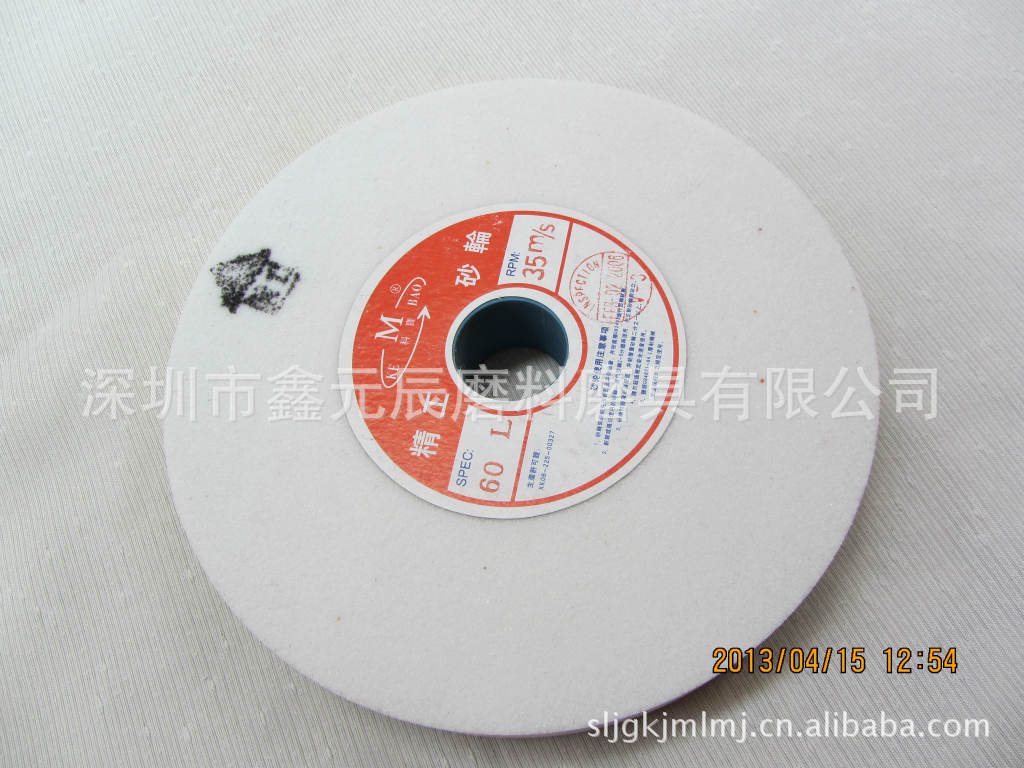

用于250大砂轮机磨刀
磨具的主要特征包括磨料、粒度、硬度、组织和结合剂等五个因素。根据不同用途,进行适当的选择,可直接提高加工质量和生产效率。 | ||||||||||||||||||||||
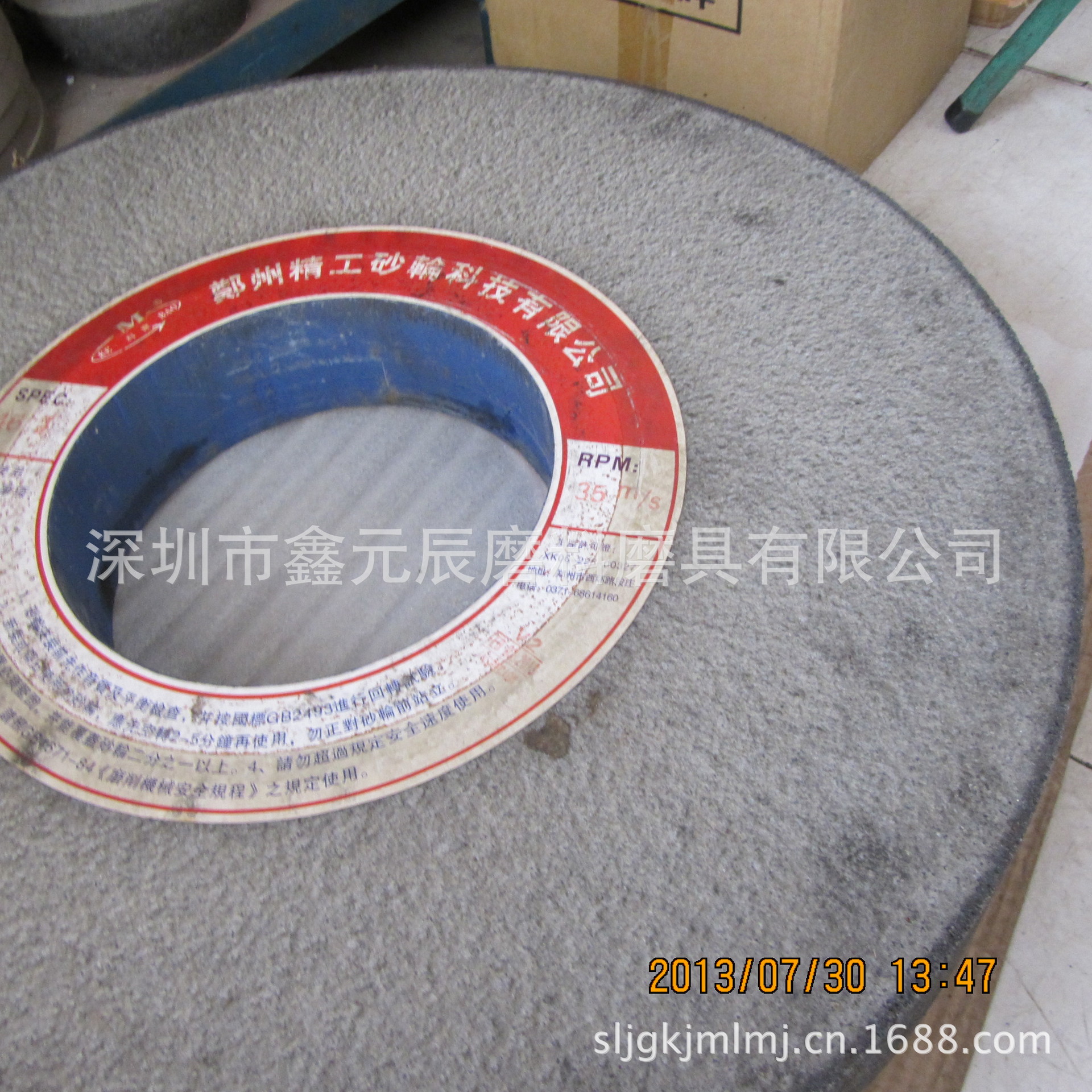
磨料我们的砂轮品种齐全,砂轮直径从3MM----1100MM。厚度3MM---300MM全系列中高速及各平型异型陶瓷结合剂磨具,具有性能好,磨削效率搞,耐用性强等特点。
用磨料和结合剂树脂等制成的中央有通孔的圆形固结磨具。砂轮是磨具中用量最大、使用面最广的一种,使用时高速旋转,可对金属或非金属工件的外圆、内圆、平面和各种型面等进行粗磨、半精磨和精磨以及开槽和切断等。砂轮种类繁多。按所用磨料可分为普通磨料(刚玉和碳化硅等)砂轮和天然磨料超硬磨料和(金刚石和立方氮化硼等)砂轮;按形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等;按结合剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。砂轮的特性参数主要有磨料、粘度、硬度、结合剂、形状、尺寸等。由于砂轮通常在高速下工作,因而使用前应进行回转试验(保证砂轮在最高工作转速下,不会破裂)和静平衡试验(防止工作时引起机床振动)。砂轮在工作一段时间后,应进行修整以恢复磨削性能和正确的几何形状。
棕刚玉韧性高,适宜磨削碳钢、合金钢、可锻铸铁、硬青铜等抗张强度高的材料。白刚玉比棕刚玉有较高的硬度,切削性能较好,适于淬火钢、高碳钢、高速工具钢等材料的精磨工序。
为了方便客户使用,在订购我公司生产的各种砂轮请注明磨料工件材料,硬度,磨数,以便更好的为您提供订购产品的高质量服务。
|
鑫元辰砂轮为目前全球共认最佳磨石,其磨料产生切削力强,寿命长,成型效果佳!主要用于高精密模具清角,切沟,镜面研磨.所售产品投诉率几乎为0!欢迎您的选购,我们将以合理的价格,可靠的品质,优质的服务满足您全方位的需求!
规格齐全,库存充足!欢迎你的来电!
温馨提示:所有产品图片均为实物拍摄,产品参数等仅供参考,欢迎来电咨询或联系客服旺旺和QQ!
来电详谈
【联系方式】
联系人:吴先生
电话:0755 -28632927
传真:0755 -28632927
手机:13480141371
旺旺:sljgkjmlmj
QQ:1454621919
旺旺:sljgkjmlmj
公司主页:



