
全国免费电话:400-622-3033
超声波塑焊机主要特性:
.常温循环自冷超声波发生器,故障率全行业最低;
.文本人机界面,操作方便;
.逻辑动作采用单片机控制,更加稳定、精确;
.数字化可调压力触发系统,触发模式调整技术全球领先;
.具压力传感保护装置,避免批量不良品;
.采用线性滑轨运动付,确保焊接精度。
超声波塑焊机技术规格:
| 型号 | NK-DBS1518 | NK-DBS1526 | NK-DBS2009 | NK-DBS2015 | NK-DBS2018 | NK-DBS2020 | NK-DBS4005 |
| 频率 | 15KHz | 20KHz | 40KHz | ||||
| 电压 | 220V | ||||||
| 输出功率 | 1800W | 2600W | 900W | 1500W | 1800W | 2000W | 500W |
| 外观尺寸 | 400*600*1200 | 400*550*1100 | 350*450*850 | ||||
| 重量 | 90KG | 85KG | 75KG | ||||
| 熔接面积 | 220mmΦ | 260mmΦ | 100mmΦ | 160mmΦ | 190mmΦ | 100mmΦ | 100mmΦ |
超声波塑焊机服务承诺:
客户现场安装与调试,并对相关人员进行技术培训;整机免费保修一年;省内24小时内到达故障现场,省外48小时内到达故障现场。
超声波塑焊机典型应用:
医疗行业:精密药液过滤器、扩张器、加药三通
汽车配件:内置音响、脚垫、离合拔叉、门板
电子电器:充电器、电话、插座、MP3、耳机
服装包装:乳品包装盒、自封袋、纸杯、防伪酒瓶盖
文具玩具:文件夹、名片夹、墨盒、玩具摇铃
 |
 |
 |
 |
南方力劲超声波焊接机配件,自主研发彰显实力:
超声波焊接原理
通 过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两 个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续,有些许保压时间,使其凝固成型,这样就形成一个坚固的分子 链,达到焊接的目的,焊接强度能接近于原材料本体强度。
藉由超音波振动将电子能转换为机械能,再靠焊头 ( HORN ) 将能量传达至塑料弓箭只接触面,使分子与分子间产生激烈摩擦生热原理,促使产品瞬间熔化并结合为一体,加工时速快、干净、美观、经济。
熔接范围:玩具业、文具业、家电业、电子业、食品业、通信业、交通业等。
超音波熔接实例:
日用品业:粉盒、化妆镜、发梳、锁圈、保温杯、密封式容器、调味瓶、水管接头、提把、
瓶盖、食品容器… 等。
玩具业:各式球类玩具、文具、水枪、塑料礼品、音乐玩具、及各式塑料玩具…等。
电器业:电子钟、蒸气熨斗、吸尘器、电话、计算机键盘、电风扇、电池…等。
汽车制造业:方向灯、照后镜、各类塑料成品…等。
加工的样品:

关于我们:
 |
 |
全国免费电话:400-000-8299
超声波焊接机应用
超声波焊接机应用
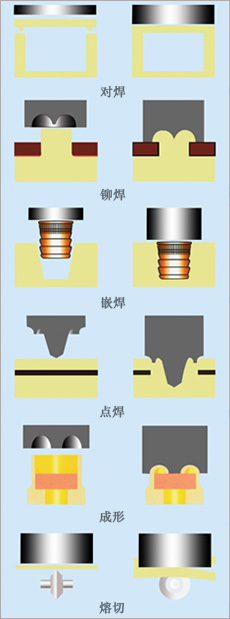
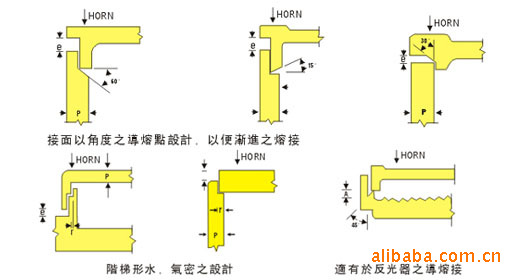
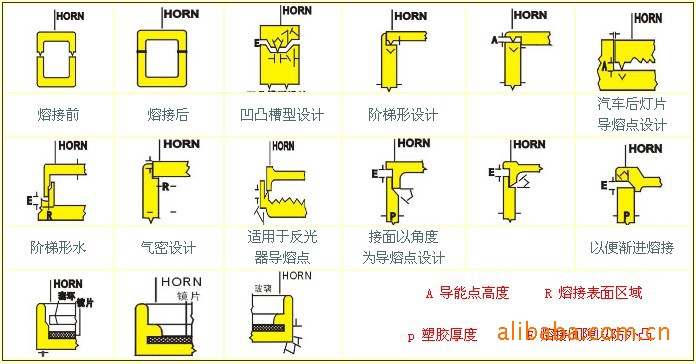
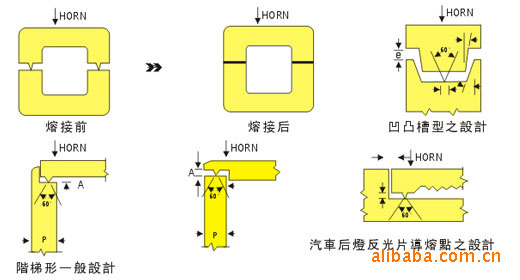
1、焊接:
超声波焊接的工作原理要求两个进行结合的零件,在上面的一个振动,在下面的一个静止,接触面上的摩擦热使表面之塑料熔化从而结合。因此减少初始的磨擦接触面,使超声波能量集中对提高焊接效率及质量十分重要,故要求焊接的其中一零件(通常是上面的零件)在焊合的接口上须做一条凸出的棱线,称为”导能棱”.如果两个焊接件相对而言位置要求较严格时,还需要考虑增加设计定位装置.导能棱及定位装置应在设计注塑模具时同时考虑.图一表示几各常用的塑料焊接面设计形式
2、埋植:
超声波金属埋植,是利用音波震动及气动压力,将外表纹花之金属物埋植在预铸好的塑料孔内.(如图二)其原理是超声波经由特殊硬化之振头将振动能传至金属物,金属物又将振动能传到塑料,两者生急剧磨擦而将接触面塑料熔化,是时加上适度压力,将金属植入因定深度,形式如图二所示.
3、铆接:
要将一个金属或附件固定在塑零件上,或者要接合两种互相不相熔的塑料,可取用铆接方式(如图三)当铆芯直径大于4mm时建议采用C形式.
4、成形:
超音波成形原理与超音波铆接大致相同,形式如图四所示。
5、点焊:
热溶性塑料需熔接时,因种种情况,未能增设导熔点,亦不能铆接时,可用点焊来形成熔接,点焊的原理是将焊模尖端穿越上面板而达到下面板内,距接面为上面板厚度一半的地方。上面板熔化塑被焊模小端的凹穴所指定型,点焊的材料厚度以0.8-5.5mm为宜,形式如图五所示
全国免费电话:400-000-8299
使用注意事项
1、焊机直接使用220v市电,故通电前应将本机体妥善接地,接地电阻应小于4欧姆。
2、市电电压变化大于10%时,应给本机装设交流稳压器,确保焊机高效,安全运作。
3、通电后,切勿将手置于上焊模下方,避免高频振动与高压损伤。
4、超声波发声时,不得使上焊模接触到下焊模、夹具及工作台,以避免机件损坏。
5、焊接前切记必须先做音波检测,尢其更换焊模,此操作更不可疏忽.
6、焊模应专业厂家设计、加工、调校、否则会损坏焊机的超声换能系统。
7、本机的气动系统为塑料制品,所施加的的外气源压力要求不应大于0.5Mpa,否则会引起爆破或引致烧机。
焊机焊接时频率下降会产生可闻噪声,建议长期操作者应配戴护耳器
保养
1、空气滤净器中的积水,应在满溢前及时排放。
2、焊机每使用满一月,滑动部位应揩试干净,重新涂上优质润滑油脂。
3、清洁焊机侧板、表面时严禁使用各种熔剂,应使用中性洗涤剂,轻轻擦试。
4、每隔半年应以干燥之压缩空气吹净机内尘埃。
全国免费电话:400-000-8299





