
产品特点
1)WindowsXP系统,中英文界面在线任意切换,操作方便;
2)PLC+模块化控制,性能稳定可靠,重复精度更高;
3)采用上下独立微循环运风加热,适合SMT细小间距/GBA/CSP的贴装焊接
4)风速采用变频器调节;
5)炉膛可整体开启,采用双制动器升顶,安全可靠,便于炉膛清洁;
6)焊接区可任意设置为双焊区与三焊接区,以适应不同无铅焊锡膏的焊接温度要求;
7)输送速度由电脑闭环控制,输送导轨可通过电脑及手动控制,操作简便;
8) 电脑控制自动润滑系统,定时润滑,无需人工操作,延长寿命;
9) 在线式UPS,零转换,自动延时开,关机系统,确保设备及产品在断电或者过热时不受损坏;
10)整机设有漏电保护及各部分保险管,确保操作人员及机器的安全;
11)助焊剂自动收集,确保炉膛清洁;
12)氮气保护装置,提高SMT细小间距/GBA/CSP等电子元件的贴装焊接质量;
13)可选项配置中央支撑及双导轨;
A、规格
序号 | 名 称 | 功 能 特 点 |
1 | 控制方式 | 工业计算机加专用三菱PLC控制,有效杜绝温度精度电脑及死机 |
2 | 操作系统 | Xp系统 |
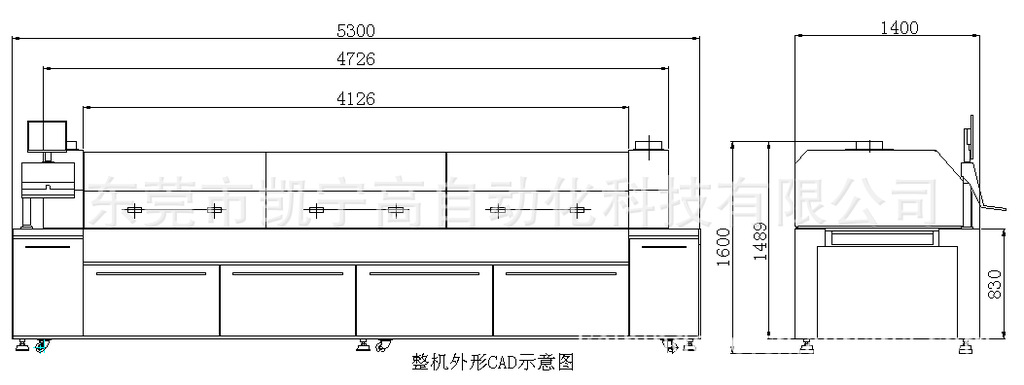
3 | 外形尺寸(mm) | L5200*W1200*H1600 |
4 | 重量 | 2200kg |
5 | 输送形式 | 网带链条同步传送 |
6 | 基板宽度 | 50~350mm |
7 | 零件高度 | 板上40mm/板下20mm |
8 | 输送速度 | 0~1500nn/min |
9 | 输送高度 | 900±20mm |
10 | 输送进料区长度 | 265mm |
11 | 输送出料区长度 | 265mm |
12 | 输送带网宽 | 480mm |
13 | 输送带控制系统 | 台湾STK电机及全电脑控制 |
14 | 输送方向 | 右→左(左→右可选) |
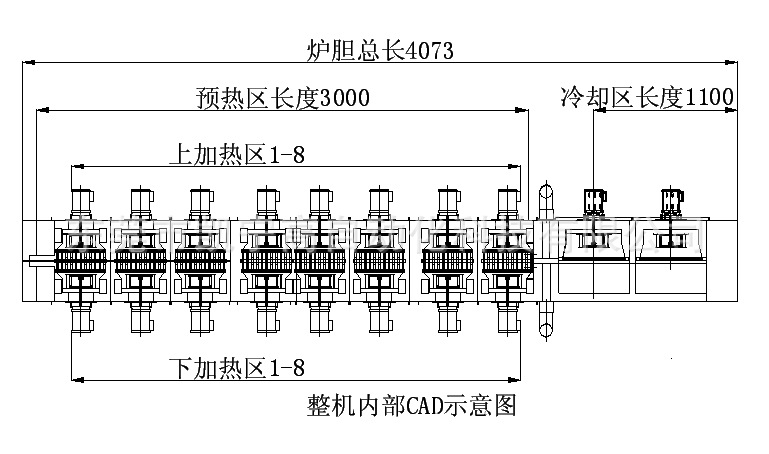
15 | 加温区数量 | 上八下八独立微循环控制 |
16 | 加热形式 | 即时反应/高速循环 |
17 | 第一区加热形式 | 全区全热风 |
18 | 开机升温时间 | ≤30分钟 |
19 | 异常警示 | 电源异常,马达异常,链速异常,导轨到极限,温度超温低温,测温头开路……等 |
20 | 温度补偿设计 | 有 |
21 | 自动警报系统 | 有 |
22 | UPS | 有 |
23 | 上盖升起系统 | 气动顶升 |
24 | 测温系统 | 三菱测温模块 |
25 | Flux回收设计 | 有 |
B、周边FACILITY配合
序号 | 名 称 | 功 能 特 点 |
1 | 加热器材质 | FeCr |
2 | 温控数量 | 上下共16套温控 |
3 | 温控方式 | 采用高速PID控制,各温区独立控制 |
4 | 温控器精度 | ±1℃ |
5 | 炉温设定方式 | 电脑控制 |
6 | 温控范围 | 室温~300℃ |
7 | 单区加热区功率 | 2、3、4、5、6、区各为2.5千瓦,1、7、8区为3千瓦 |
8 | 加热模组间隔距 | 50mm |
9 | 加热区长度 | 3000mm |
10 | 加热方式 | 全热风式 |
11 | 均温性 | ≤±2℃ |
12 | 热补偿时间 | 小于1分钟,采用高速PID运算,热补偿超快,热效率高 |
13 | 热风道流板形式 | 采用蜗旋增压设计,均温性极佳7 8温区采用S304材料 |
14 | 冷却区数量 | 2个 |
15 | 冷却系统 | 两极风冷 |
16 | 加热与冷却区隔热方式 | 采用硅酸铝耐热保温棉隔热,保温棉90mm |
17 | 入口闸门高度 | 40mm链传输方式或65mm网带传输方式 |
18 | 出口闸门高度 | 40mm链传输方式或65mm网带传输方式 |
19 | 电源 | 三相380V/50Hz |
20 | 启动功率 | 48千瓦 |
21 | 正常过板功率 | 9千瓦 |
22 | 抽风量 | 150CFM以上 |
23 | 消耗功率显示 | 启动功率可调! |
24 | 表面温度 | ≤45℃ |
25 | 导轨间距误差 | ≤1MM,采用三条丝杆支撑 |
26 | 导轨调宽 | 采用电动调宽 |
阿里巴巴只是象征性标价,产品详情请看公司网站或者联系;廖生13925851799






