
整机技术特点 |
| ||
独特先进长寿的加热系统 1.采用世界的微循环技术,把整个炉胆分为2828个独立的小区。与小循环结构比较,由于小循环结构其热风从吹风口吹出后要经过一个炉膛的距离才会被炉膛四周的回风口回收回去,而在回收的过程中,又不断的与炉膛其他出风口吹出的气体发生干扰,导致每一块PCB上的温度曲线不断发生波动,使其焊接精度受到影响。而微循环热风系统是多少个点喷气,就有多少个点回收的技术,通俗的说就是每一个出风口周围就是它自己的回风口,这样就大大的保证炉内温度的均匀,,板面在受热时因为不会产生类似小循环因为回风过程长而产生的折射风流,阴影现象。所以PCB焊接受热时温度曲线精度非常高,非常适合无铅工艺空间窗口小的元件焊接。 2.上下独立加热模组,独立热风循环,双焊接区或三焊接区设置。 3.各温区因采用模块化设计,耐高温长轴热风马达和高热能镍铬发热丝。从室温到恒温小余20分钟。 可靠平稳的传输系统 1.对称双槽导轨,耐高温不变形,吸热量小。标配链条、网链同步等速并行运输,可选双导轨运输系统或中央支撑系统。 2.调宽采用三段同步调宽结构,两端设有导轨热膨胀自动延伸装置,有效保证导轨平行,防止掉板、卡板的发生,免清洗,易调节。 3.电脑控制自动加油系统,可根据运输速度及机器状态自动加油,流量可调。 4.自动调宽系统采用闭环PID控制,可根据电脑输入的参数自动调到需要的宽度,精确度可达0.2mm。 5. UPS断电保护功能,保证PCB板突然断电后能正常输出,不受损坏。 稳定可靠的电气控制系统 1.控制系统采用PLC,上位机采用名牌电脑,配正版Windows XP操作系统和15寸液晶显示器,稳定可靠。 2.控制软件功能强大,具有灵活的工艺参数控制和温度曲线测试功能,中英文操作界面可随时切换。 3.采用WOGO接线端子;电气元件全部采用进口品牌,所有信号线屏蔽处理。 4.温度模块自整定,冷端自动补偿,温度控制在±1℃。 冷却及便捷助焊剂回收系统 1.强制冷却系统采用两段强制运风冷却温区,满足无铅制程;冷却曲线平滑、无突变,充分热交换,冷却速率最大可达-5℃/S。 2.助焊剂收集系统,可长期保持炉膛清洁,废气排放更加环保。氮气炉分离后的气体可循环使用,以节约氮气。 3.无滤芯设计,清洁非常方便。 |
| ||
整机技术参数 |
| ||
加热温区数量 | 上面6个微循环加热区,下面6微循环个加热区。 |
| |
加热方式
| 环形发热线加热,增压式风道,点对点变频马达的热交换方式,变频马达驱动 |
| |
加热区长度 | 1800MM |
| |
冷却区数量 | 1(自然风冷系统) |
| |
冷却区长度 | 800MM |
| |
传送网带宽度 | 450MM |
| |
链条导轨调宽范围 | 50~350mm |
| |
PCB尺寸 | 50-350mm |
| |
PCB限制高度 | 25mm |
| |
传输方向 | L-R |
| |
传送方式 | 网带传动+链条传动 |
| |
运输带高度 | 900±20MM |
| |
PCB运输速度 | 0~1.8m/min |
| |
温度控制精度 | ±1-2℃(静态) |
| |
温度控制范围 | 室温~300℃可设置 |
| |
适用焊料类型 | 无铅焊料/有铅焊料 |
| |
控温方式 | PID+SSR |
| |
使用元件种类 | CSP、BGA、μBGA、0201chip等单/双面板 |
| |
停电保护 | UPS有效防止突然停电时PCB板被烧坏 |
| |
电源 | 3Φ、380V、50HZ |
| |
启动功率 | 43KW |
| |
工作功率 | 12KW |
| |
升温时间 | Approx15-20min |
| |
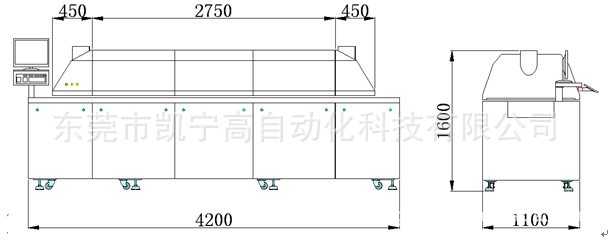
机身尺寸 | L4200*1100*1600MM |
| |
净重 | 1200kg |
| |
温度曲线系统 | 三通道在线曲线测试,智能分析软件,显示温度及速率。 |
| |
机体颜色 | 整机电脑灰色 |
| |
外壳部分 | |||
机体结构 | 最新流线型外壳设计,采用工业扁通作框架,2mm厚钢板折弯制作外壳,机体底部有六个万向轮,另有八个脚杯起定位放置用(可调节机体水平及高度); | ||
前、后门结构 | 均为全封闭式磁铁手扣可拆卸式结构,保证最大的作业及维护空间 | ||
上炉体开启方式 | 双气缸顶升,双机械撑杆自锁功能,安全可靠。分加热区及冷却区两段。 | ||
内胆结构 | 双层机壁,内部填充美国西斯尔岩棉,增强保温效果。 | ||
顶盖开启方式 | 气弹簧支撑,前部打开,方便维护。 | ||
表面处理 | 防静电喷涂高温烤箱烘烤,美观坚固耐用。 | ||
加热部分 | |||
加热区数量 | 上六个温区下面六个温区独立温控,可分温区单独开启。可分区加热,以减小起动功率。 | ||
相邻温区可拉温差 | 6温区与7温区之间100℃,其他温区60℃可以对应最高标准的无铅工艺。 | ||
升温时间 | 从常温到温度平衡的开始时间:约20min | ||
升温顺序 | 从中间到两边逐个升温,节约电能或时间1/3.相比从头到尾逐个升温,因两头有抽风口,热量损失大 | ||
PCB上元件高度限制 | 25MM | ||
加热ZONE长度 | 2400MM | ||
温度调整范围 | 0~300℃ | ||
加热区温度控制精度 | ±1-2℃(静态) | ||
★温度爬升能力 | 3℃/S | ||
★微循环风道结构 | 采用德国ERSA世界的微循环加热方式,上下独立热风微循环系统,温度均匀,热补偿效高率 | ||
温区独立关闭功能 | 各温区单独由电脑进行PID控制,用户可对温区选择性加热,有利于形成PCB板上下温差 | ||
空载→满载(或逆向)热平衡回复时间 | ≦0.5秒,主要因素:绕线式发热器,棒式或板式发热器需要60秒以上 | ||
热风马达 | 优质耐高温马达,结构散热性好,直联方式联接叶轮,转速马达2800RPM,可提供充足的热风流量 | ||
加热元件 | 发热丝采用台湾台展品牌,发热丝完全裸在空气中和风道内气流充分接触,产生最佳的热交换减少热惯性冲击。 | ||
单区加热区功率 | 2、3、4、区各为4千瓦,1、5、6区为6千瓦 | ||
传输部分 | |||
C/V速度设定最小单位/范围 | 0~1800mm/min | ||
C/V速度偏差范围 | 电脑闭环控制±2%以内 | ||
链条润滑方式 | 电脑控制自动润滑系统,保证PCB运输顺畅 | ||
运输马达 | 电脑控制台湾威特威变频调速马达,运输平稳,经久易用 | ||
传送方式 | 网带传动+链条传动 | ||
传送方向 | L→R | ||
传送高度 | 900±20MM | ||
网带张紧装置 | 采用卡座式滚筒及链轮张紧方式 | ||
网带配置 | 450MM宽316#SUS,耐高温、抗腐蚀、抗变形。 | ||
高强度耐磨导轨 | 凯宁专用H型铝导轨,表面硬化处理,耐高温耐磨,导轨特殊的热补偿防变形伸缩结构确保导轨不变形不掉板 | ||
导轨平行度 | 三点同步导轨调宽装置,蜗轮、蜗杆加高精密丝杆调宽,调宽精度小于0.2mm,多点支撑,使导轨保持平行一致,无大小头,整条导轨安装,勿须截断。 | ||
调宽方式 | 手动调宽 | ||
传递链条 | 3MM厚轴突35B碳钢链条,耐高温、耐腐蚀。 | ||
控制及电器部分 | |||
控制主机 | 明基专业品牌机:CPU:Intel双核2.20GH2 主板:Intel芯片组 内存:1GB硬盘:80G | ||
控制方式 | 工业计算机加专用三菱PLC控制,稳定可靠。 | ||
控制界面 | Windows2000操作系统,操作简单 | ||
实时监控并记录 | 系统对用户操作及机器状态进行实时监控,自动记录并保存当天的日志,用户可查看和打印该日记 | ||
生产报表
| 具用PCB板生产报表数据库,可记录不同型号的板生产产量,系统在用户选择PCB板型号后自动记录,同时也可以对报表分析、打印 | ||
报警列表 | 具有完善的报警列表数据库,对机器的实时报警自动记录,也可对报表分析,打印。 | ||
报警自动提示 | ①LED三色灯视觉提示②蜂鸣器听觉提示③界面红色闪烁提示 | ||
温度曲线测试 | 系统具有温度曲线测试功能,测试完毕后系统将对此时所有温度,速度设置及温度曲线进行保存,可对所有数据曲线分析、打印 | ||
1/0通道实时监控 | 系统可对输入、输出进行实行监控,观察通讯是否正常 | ||
冷却系统 | |||
制冷方式 | 采用台产横流离心对流强制风冷,出口冷气温度可达30℃以下,可明显改善无铅焊料共晶生成时产生的空泡及焊盘剥离问题。 | ||
安全保护 | |||
异常警示 | 电源异常,马达异常,链速异常,导轨到极限,温度超温低温,测温头开路……等 | ||
停电与错相保护 | 具有独立的相序保护电路,当三相线按错时,可保证电气元件不受损坏 | ||
停电保护功能 | 内置UPS及自动延时关机系统,保证PCB及回流焊机在断电或过热时不受损坏 | ||
上炉体开启方式 | 气缸开启,方便快速,采用自锁式电磁阀,增加不锈钢支撑杆,安全可靠。 | ||


阿里巴巴只是象征性标价,产品详情请看公司网站或者联系;廖生13925851799





