
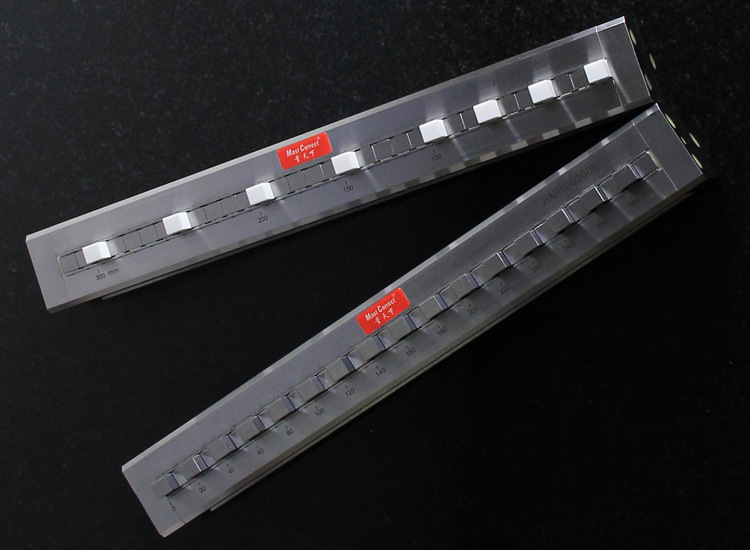
步距规,也叫节距规,阶梯规。它由精密的量块直线排列,永久固定于一个坚固的框架中,框架表面进行喷塑或镀层保护处理,用途十分广泛,小到卡尺,大到坐标测量机、数控机床,还有线切割、雕刻机、车磨钻铣刨机床等等……都可用于对比定位精度检测机床工作台移动精度和校准三座标测量机,便于调整机床以补偿误差,提高设备定位精度。
对比其它仪器,因其耐用及稳定性是检测连续的长度定位精度使用步距规是一个廉价而高效的方案。
影响一台设备的长度定位精度的原因有多种,其中有两个重要的方面,一个是设备长度标准本身的误差,另外一个方面就是设备的测量/加工具体实现的方法方式。常见的设备长度标准有光栅、容栅、磁栅、标准丝杠、线纹尺、激光干涉仪等。

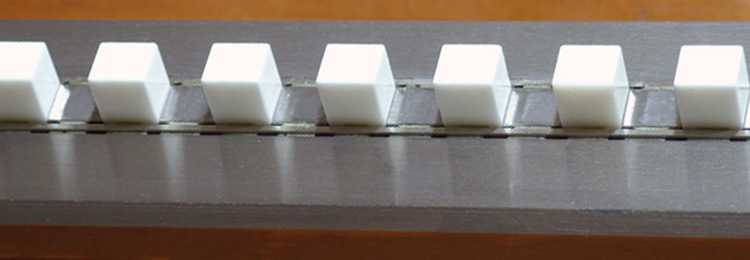
步距规的工作尺寸是指各量块外露部分工作面中点间的距离。
使用步距规检测数控机床各坐标方向定位精度参考方法:
将步距规放置在工作台上并沿某一坐标方向(X、Y、Z)调整基体使之与某一导轨方向平行(斜度100:0.01)。在主轴头架上吸附刚性较高的磁力表座并装上杠杆千分表。因杠杆千分表的质量对检测结果影响较大,故应选用精度高尤其重复性好(不超过0.001mm)的高档杠杆千分表。 测量时杠杆千分表测头应处于各量块工作面中心区域。测量Z轴方向(垂直方向)定位精度时,应将步距规直立放置进行检验。 出厂检验报告已标出步距规各工作尺寸偏差值,处理测量结果时应将测得值加上工作尺寸的偏差值(带正负号)。 修正后的测量结果即为各坐标方向的定位误差,将某坐标方向各点的定位误差记录并绘成坐标曲线,利用记录和曲线图,借助有关软件进行误差修正。 陶瓷工作量块的热膨胀率为(9.5±1.0)×10-6 K-1,中间垫块与钢质量块的热膨胀率为(11.5±1.0)×10-6 K-1;当环境温度偏离20°C,还应考虑温度变化可能引起的测量误差。
步距规精度表:

使用步距规前,应用洁净脱脂棉(可沾少许航空汽油120#)擦净各工作表面。对钢质量块,使用前需除净防锈油,使用中勿用手指触摸量块工作面(手汗极易使钢质量块生锈),用完后应涂防锈油。陶瓷量块不生锈且耐磨耐用。
设备的长度标准本身的误差是可以精确测定出来的,但是其精度并不能等同于设备实际能达到的精度——我们称之为综合精度。实际上设备长度标准本身误差往往只占综合误差的一半或者更少的分量,设备导轨的直线度、平行度、垂直度的偏差,长度标准所处设备中的位置等等问题,都会明显影响综合精度。
实物图片:








