

空心钻头产品
“创恒CHTOOLS”系列空心钻头使用优质的原材料制造而成。这些钻头以的表现,超强的耐用性以及更强的使用寿命而享誉全球。由于其耐腐蚀性强,经久耐用和非研磨的品质,空心钻头广泛地应用于建筑、石油、钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域以及其他很多不同的领域。
空心切割使用空心钻能有效地钻取直径在12mm至160mm之间的孔径。它们能达到的深度为30mm、35mm、50mm、55mm、75mm、100mm、300mm。因为空心钻的切割表面分布着多个切割齿,它们能够保持长久的锋利,并且可以比传统的麻花钻多钻5到10倍的钻孔。使用空心钻钻孔时不需要预钻孔或分段钻削。孔壁光滑而且没有毛刺,无需铰孔修润。因为拥有独一无二的几何结构和随机空间结构的刀尖,高速钢、硬质合金空心钻头可以提供清晰的切口,切削时给进速度快,震动小,切削后孔壁表面光滑,而且钻头的使用寿命长,钻孔效率高。空心钻比麻花钻更快,更具优势。
高速钢、硬质合金空心钻头适用所有类型的磁力钻机。可广泛应用于钢铁、铜、铝、不锈钢和塑料等材质上,无论他们是板材还是管材,都可以随意钻孔。高速钢、硬质合金空心钻头在市场上获得了巨大的欢迎。可根据客户的不同需求,在可供范围内定制任意规格。
17年的历程
经过十七年的努力,“创恒CHTOOLS”系列钢板钻与相关产品,具备了品种丰富、规格齐全、技术领先等优点,得到欧美地区等客户的青睐,产品覆盖全球30多个国家与地区。已逐步发展成在产能与技术上领先的钢板钻核心生产企业产品。在这个历程中,我们秉持专业精神,打造专业的团队,提供专业的服务,生产专业的产品,力争创恒产品在市场中始终是专业客户的挚爱。并且,我们做到了。
质量和服务
认真倾听客户的心声,为客户提出合理和得力的解决方案,始终是我们不变的服务理念,这个理念得以实施的基础,是创恒空心钻头、取芯钻、钢板钻 、钢轨钻、套料钻、深孔钻高品质的产品质量保障。当你打算拥有创恒空心钻头产品的时候,我们就开始提供相关服务了,我们会帮助您选择产品和型号,提供最适合您的解决方案,及时的发货和送货完善的配件支持。24小时开通的电话,使您随时可以和我们保持联系,经济、高效地解决您遇到的产品问题和技术问题。感谢您选择我厂空心钻头产品。
一:空心钻头简介
钢板钻(又名取芯钻或空心钻)是多刀刃环状切削的特效钻头。钻孔直径从12mm到160mm,削切深度:25mm、35mm、50mm、75mm、100mm、300mm等。 钻孔速度要比传统的麻花钻头快上8-10倍,可对各种钢板、钢管、铸铁、不锈钢、铝、铜及各种非金属材料上进行钻孔作业。主要用于对钢构件的钻孔加工,钢结构工程、轨道交通、船舶、桥梁、机械制造、航空等孔加工领域,钻孔性能明显优于传统的麻花钻,具有钻孔效率极高、钻削轻快省力的特点优点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔作业,操作灵活方便,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的首选刀具。
二:钻头结构
3枚组合刃由若干个外刃、中刃、内刃组成。
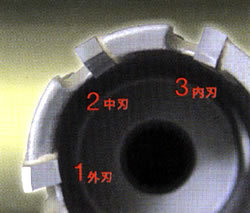
每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象。空心钻头可对50MM厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔 ,刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是独特技术的结晶。空心钻头配合专门上取芯钻头的机器,具有效率快,成本底的特点。
空心钻钻头刃部采用硬质合金制造,具有三层端齿几何,切削轻快,钢板钻头使用寿命长,双削平柄接口,适用于 Alfra, BDS, Ruko、荷兰欧博EUROBOOR 等各钟进口磁力钻钻机。硬质合金钻头也适用于各类立式钻床、摇臂钻床、铣床、车床等。空心钻的分类:按材质有合金,工具钢。空心钻主要用于材质较硬的材料,而工具钢一般用于材质比较软的材料,针对这两种钻头工具钢相对便宜一些。价格:目前市面上市场价1佰多到2佰多不等。
三:空心钻头的材质

空心钻头材质可分为硬质合金钢,高速钢等,粉末冶金,钨钢钻类,一般市场上用的最多的是硬质合金,和高速钢的为常用型,硬质合金空心钻头其优点耐磨耐用,打较硬材质时不易崩掉,而高速钢是很锋利型的,钻孔比较快,但比较脆,打较硬材质时容易断。
四:空心钻头的分类
钻头目前除了市面传统的麻花钻以外,还有专门用于磁座钻的取芯钻头(又叫空心钻头),这种钻头采用铣刀的原理,具有效率高,精度好的效果。一般客户都是选择空心钻头(取芯钻头),规格有:Ø12-160mm不等。只有小尺寸的孔必须要用麻花钻头打。
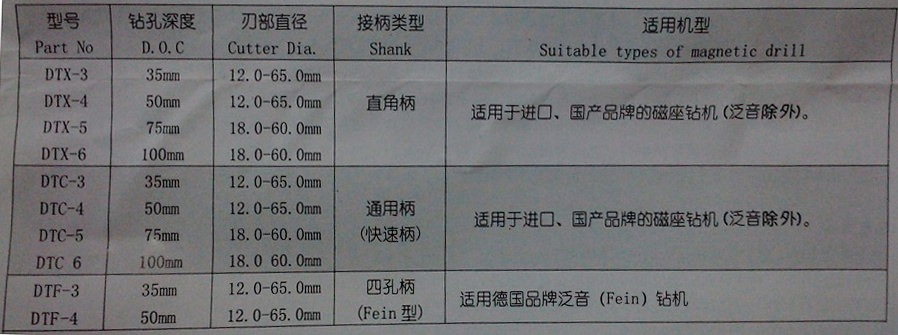
五:空心钻头柄型分类:
目前市场上的主要柄型分为通用柄,直角柄,泛音柄,螺纹柄。

通用柄:一个平面三个孔,或只有三个孔的都是通用柄,又称日东柄,是日本日东磁力钻专用柄型,原本是没有平面的,只有三个孔,因在国内使用削了一个平面,所以现在也可以和直角柄型钻头通用,又称通用柄。

直角柄(两点定位):又称百得柄,是德国百得磁力钻专用柄型,两个平面且成直角90度的都是直角柄,是目前市场是使用最广的柄型,德国百得,德国欧霸,德国澳宝等德国和英国磁力钻(泛音除外)都是使用这种柄型

泛音柄:四个孔没有平面的就是泛音柄,是德国泛音磁力钻专用柄型,但直径比直角柄和通用柄(19.05mm)都小,是18mm,且顶针都是用细顶针6.35mm,主要用在德国泛音磁力钻机上,其他进口钻机都不能装上,国产钻机目前都使用直角柄型(两点定位)装钻头

螺纹柄:一般市场上很少有用到,大家可以不用在意,只是铁路上钢轨打孔有时会碰到螺纹柄钢轨钻头。
六、适合设备:
磁力钻/磁座钻/钻床/车床/铣床,种类、规格齐全,适用于各种品牌的进口磁座钻(磁力钻)及通用钻床、铣床、镗床等。该产品与进口磁座钻配套使用,钻孔效率是普通钻头的8~10倍。空心钻头的问世扩大了钻头的切削范围,使用相对较小的动力就可以加工大孔深孔,也可以把空心钻头的尺寸做得很大,仅仅在切削尺上使用较好的或者最好的刚才,不仅仅降低了加工成本,还把认为不可能的加工工艺方式变为可能。
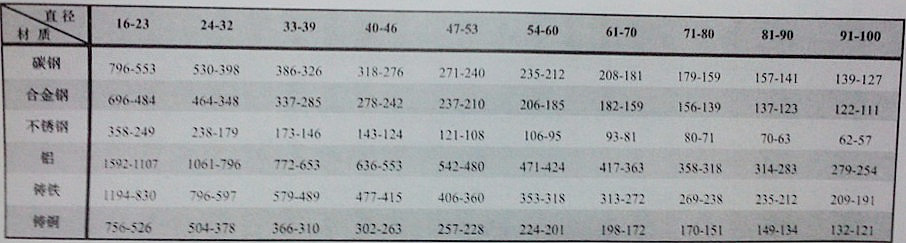
转速选择表:
七、使用方法:
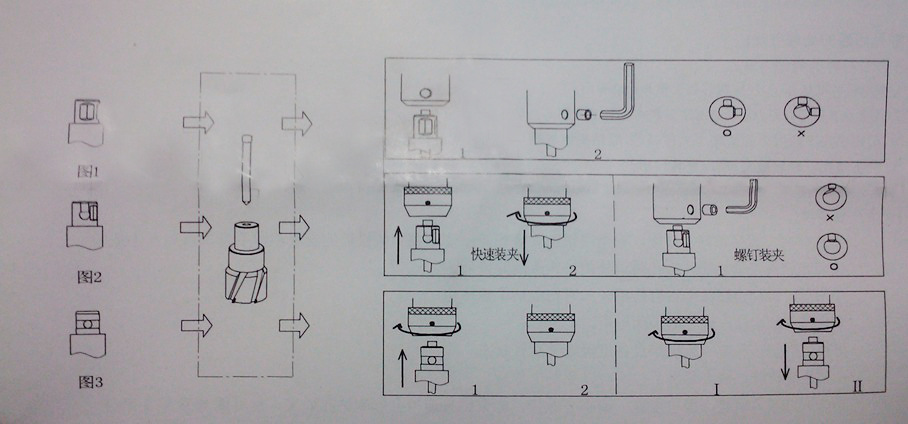
直角柄(图1):将柄端两平面对准钻机主轴上的两螺丝孔,用内六角扳手拧紧并稍留0.2-0.3mm的间隙,用手轻轻来回转动, 确认内六角螺丝垂直于两平面后,用力拧紧螺丝。
通用柄(图2):将柄端圆孔对准钻机夹头内的钢珠装入即可。
通用柄也可用内六角螺丝固定,只要将内六角螺丝垂直宁在柄端平面即可。
四孔柄(图3):将主轴上的保险环顺时针转到位,将柄端直接插入并小范围旋转直至钢珠进入圆孔即可。
进给速度:进给速度一般是凭经验,从数值上讲一般0.08-0.12mm/转,或者0.6-1.0mm/秒,进给速度是在钻孔时比较关键的要素,不同的进给量可以形成不同的铁屑,不同的铁屑会使排屑性能产生变化。
定 位:在需要钻孔的位置用中心錾打一定位点或用合金针划上“+”字线,以确保钻孔位置的精度。注意,用中心錾打定位点时,请确保中心錾垂直于加工工件表面,以免影响切削料芯的顺利排出。
开始钻孔:调好合适的转速,开机前请确保钻机磁座钻底部干净, 先打开磁座开关再打开电机开关,电机运转同时打开冷却液开关,当钻头接触钢板时,先缓慢进给,钻入约1-2mm后,再用正常速度进给。 钻孔结束:关闭电机待主轴停止转动后,用铁钩除去缠绕在钻头本体上的铁屑,再继续作业。
八、使用说明:
1、切削时应连续加削液或水;
2、新钻头装机时应上紧螺丝旋转一下,若钻头有明显跳动,则需松开螺丝重新装夹;
3、新钻头使用,前10个孔作业时因刀片锋利则需缓慢地切削;
4、能适合较复杂的材质钻孔,可选择较高的切削速度;
5、精选钢板钻专用高性能合金刀片,有效减少崩刀与保持良好的耐磨性;
6、多层切削端刃几何,提高排屑性能与保持较小的切削阻力。
如果您有需要咨询或者建议的事项,欢迎来电!24小时开通的电话,使您随时可以和我们保持联系,经济、高效地解决您遇到的产品问题和技术问题。感谢您选择我厂空心钻头产品!!





