

|

 1250.00
1250.00




|
| |||||||||||||||||||||||||||||||||||||||||

 秒
秒






江苏润宇道路工程有限公司
公司简介
江苏润宇道路工程有限公司(原高邮市海鑫照明器材厂)是一家专业从事道路设施及高科技照明生产和销售的民营企业。主要经营项目:路灯灯杆、道路灯杆、小区路灯杆列产品。
公司位于风景秀丽、人杰地灵的历史文化名城-扬州。生产基地在北郊送桥镇工业园区,距市中心30Km路程,距京沪、扬溧高速仅20分钟车程,交通十分便捷。
公司现有员工120余人,包括12名工程技术人员,专业生产路灯灯杆、道路灯杆、小区路灯杆 。
公司产品销往全国各大中小型城市,特别为陕西、河南、安徽、江苏、江西、山东、内蒙、上海、北京、浙江、贵州、甘肃台湾等省市配套了各类灯具,还远销中东地区和一些国家,以质量优良,服务优质赢得了用户的一片盛赞。目前,本公司积极向国外发展,已与拉美、中东等国家签订了出口合约。
公司组建的全国性销售网络,着眼本地区域优势,大力经销路灯灯杆、道路灯杆、小区路灯杆等系列产品。本公司也承接监控工程、指挥中心工程等。
公司目前已通过各项法定认证和主管部门的施工资质申领,产品质量均有保证。
精心的设计、制造、诚信服务,免除用户后顾之忧乃润宇公司始终不渝之追求,公司全体员工将秉承“优质、高效、敬业、奉献”的润宇精神,竭诚为广大用户服务。
地址:高邮市送桥镇工业集中区
电话:0514-84210889
传真:0514-84210898
灯杆产品说明:
适用场所:道路、街区、厂矿、公共场所等。
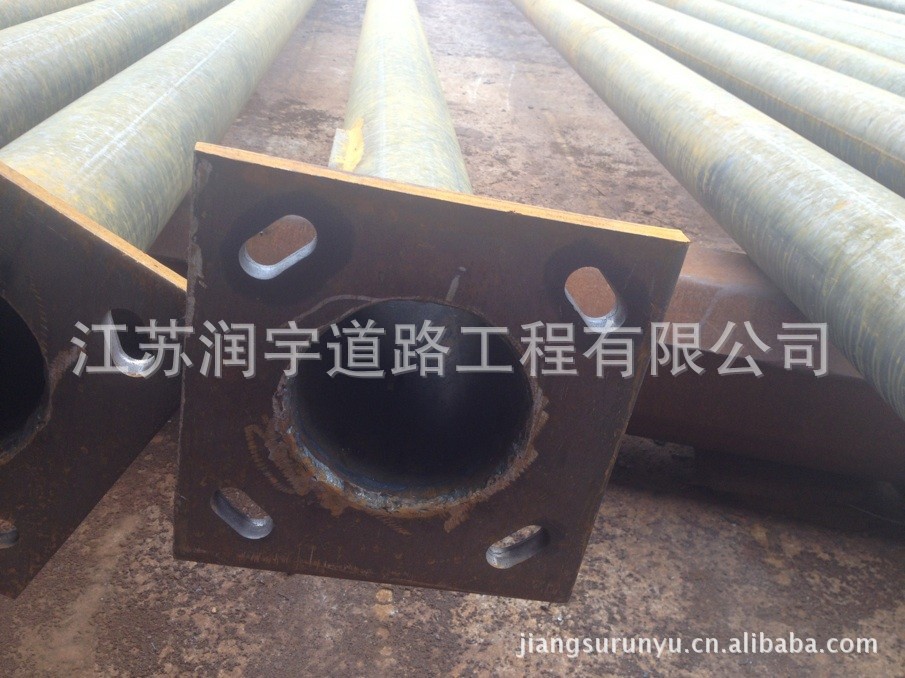
1、灯杆高度4.5米,口径70-140mm,壁厚4mm,法兰280*280*14mm,钢板选用宝钢Q235板材,表面热镀锌喷塑处理.
2、灯具使用A100型优质工业铸造铝,经高温溶解后一次压铸成型的灯具外壳,具有高密度、高强度、轻重量、抗腐蚀和主动散热性能。
3、光源为30W LED,灯珠选用台湾晶元产品,1 W/粒, 110-120LM/W寿命50000小时以上,驱动电源选用台湾名纬牌。(质保壹年)。
4、太阳能电池板120W,采用优质高效率单晶硅太阳能组件,使用寿命20年以上,保质期3年;接线端子牢固,配路旁二极管,侧面挤压密封,受力均匀,整体密封性良好;采用优质密封硅胶,增加组件的绝缘性能,能有效防止湿气进入组件;组件在-40℃到80℃的温度范围内均可正常工作。
5、控制器具有过充电、过放电、电子短路、过载保护和防反接保护等保护功能;
6、太阳能专用电池(全密封免维护胶体阀式铅酸蓄电池),12V/150Ah 。采用优质胶体蓄电池,免维护,使用寿命6年以上。
7、灯杆基础采用钢筋混凝土预制,水泥基础(参考:长550×宽550×高1000mm);钢预制埋件对角线280mm;预埋件螺栓直径20mm,以螺母加平垫与法兰连接
特别说明:1、基础预埋需按本厂要求制作;打开电器箱门需用专用扳手;安装时必须保证灯体
安全接地。
2、我公司可以根据用户提供的任意图片及参数,加工各种道路灯。
规格:高6-15米
颜 色:按客户需求
材质:铁制品
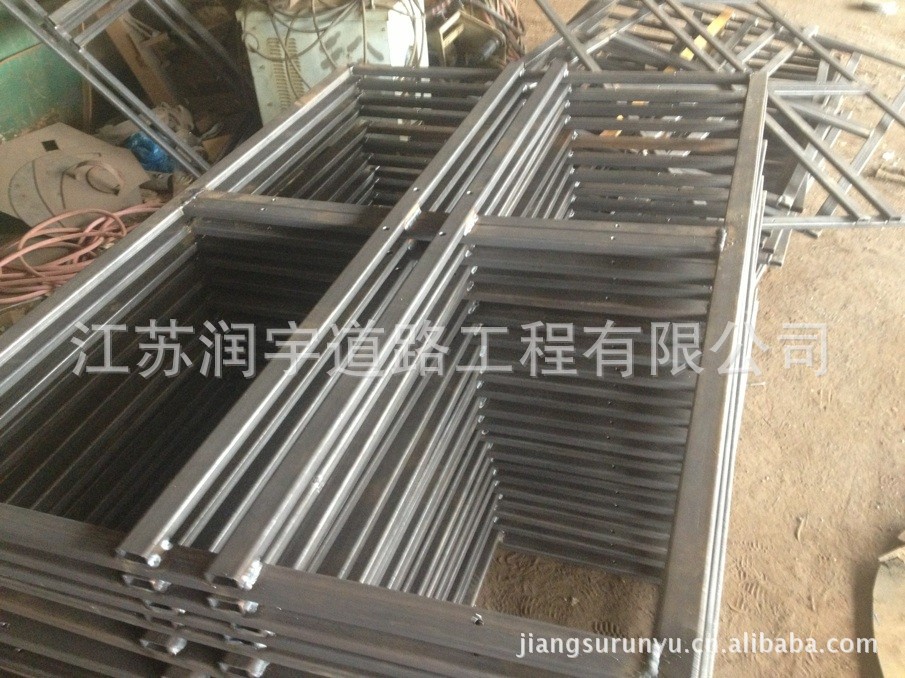
一、 灯杆生产工艺流程:
(1)下料→(2)折弯→(3)焊接→(4)修补打磨→(5)整形→(6)齐头→(7)装底板→(8)焊底板→(9)开门→(10)焊门条、电器条、锁底→(11)弯叉→(12)镀锌→(13)喷塑→(14)总检→(15)发货
二、各工序过程:
1.下料剪切
1)剪切前首先调整好裁条机的斜度与所需纵剪刀尺相符。
2)定好钢板摆放位置,保证余料的最大尺寸,使余料能利用。
3)长度尺寸由开平时保证,宽底尺寸要求≤ ±2mm高杆下料尺寸公差每节杆大头取正公差;一般:0-2mm。小头取负公差,-2-0mm尺寸调整好以后,由裁调机、自动切割机完成。
4)设备方面:开料应检查滚剪设备的运行情况,清除轨道上的杂物,保持设备的良好运行状态。
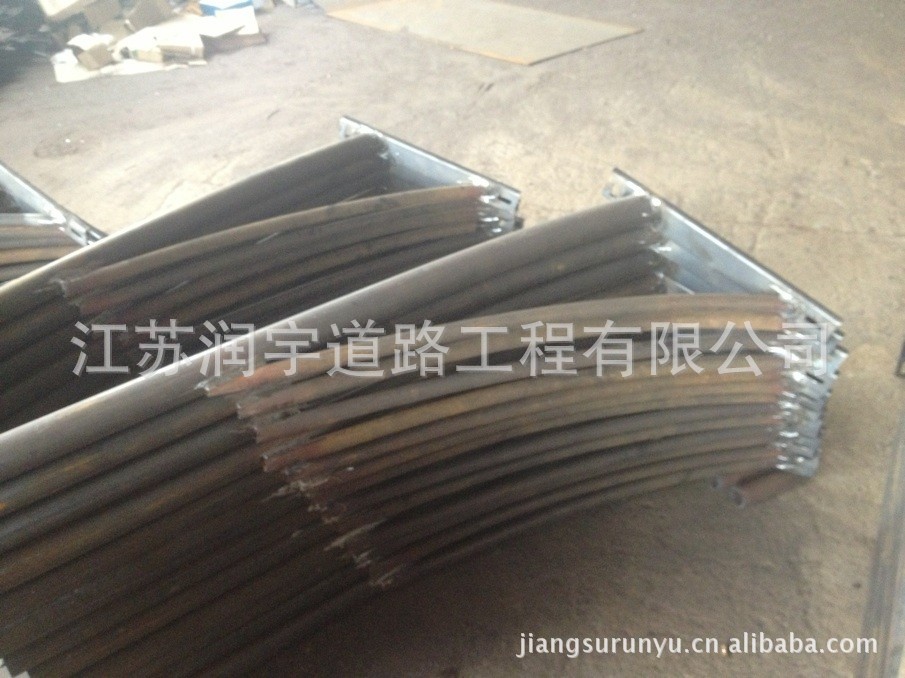
2.折弯
折弯是灯杆生产中最关键的一道工序,折弯的好坏,直接影响灯杆的质量而且折弯成形后无法修补的。具体注意如下:
1)折弯前:首先清除板料的割渣,保证折弯时无割渣压伤模具。
2)检查板料的长度、宽度和直度,不直度≤1/1000,如不直度达到要求,修正,特别是多边形杆一定要保证不直度。
3)调大折弯机折弯深度,确定板料摆放位置。2.4在板料上正确划线,误差:≤±1mm。2.5正确对线,正确折弯,使管缝达到最小,同时两条边高底不大于5mm。
3.焊接
焊接时对折弯后的管缝进行直缝焊接。因焊接是半自动焊接,主要是焊工应有较多的责任性,焊接时应随时调整焊接的位置,保证焊缝直线度。
4.修补打磨
修补打磨是对自动焊接后的管坯缺陷进行修补。修补人员应该逐根检查,发现有缺陷的地方进行补,补焊完成后,再进行修磨,修磨的接处与自动焊缝基本相同。
5.整形
整形工序包括灯杆的调直及坯杆两头的整圆及多边形对角线尺寸,一般公差:<±2mm。坯杆直线度误差不超过:≤±1.5/1000。
6.齐头
齐头工序是把弯成的管坯两端修平,保证管口与中心线垂直,不存在角度及高度不平,同时修平后,进行端面磨光。
7.装底板
点焊底法兰和筋板,关键是保证底法兰与灯直中心线垂直,筋板与底法兰垂直,同时与灯直母线平线。
8.焊底板
焊接要求参照国家标准的焊接工艺,保证焊接质量焊接缝要美观,没有气孔、夹渣。
9.开门
本工序在工作过程中,必须胆大心细(1)首先要看清图纸确定门的方向,然后按照图纸尺寸定位。尺寸包括:上下、左右,及门框尺寸大小,等离子切割时要心细,保证割缝一直线,同时割下的门板与灯杆配号用电焊烧字。
10.焊门条、电器条、锁座
焊门条时20mm宽的门条,伸出8-10mm位置放下,特别是点焊时门条应紧贴灯杆,焊接要牢固。焊电器条及锁座,主要是按照图纸定好位置,锁座焊在门中间,误差≤±2mm,保持上面水平,不能超过灯杆。
11.弯叉
弯叉工序与开门有相同性质,应该胆大心细。首先注意门的方向,第二注意起弯点,第三灯叉角度,牵引速度不能忽快忽慢,确促成品率100%。
12.热镀锌
镀锌好坏直接影响灯杆的质量,镀锌要求按国家标准执行镀锌,镀后表面光滑、无色差,不能有流挂,流挂严重的灯杆必须生重新返镀。
13.喷塑
喷塑的目的是一是为了美观,二是为了防腐蚀
1)打磨:将镀锌杆表面用抛光砂轮磨平,保证灯杆表面光滑,平整。
2)调直:将打磨后的灯杆校直及口形的整形,灯杆不直度必须达到1/1000,口径要求:小杆≤±1mm;高杆≤±2mm。
3)装门板
①把所有门板进行镀锌后的处理,处理包括挂锌、漏锌及锁孔中的存锌。
②钻螺丝孔时必须电钻与门板垂直,门板四周间隙想等,门板平复。
③螺丝固定后,门板不能有松动,固立必须牢固以防运输途中脱落。
④喷塑粉:将装好门的灯杆进喷房,根据生产计划单要求塑粉颜色喷塑,然后进烘房,烘房温度及保温时间必须严格按各塑粉要求,以保证塑粉的附着力和光洁度等质量要求。
14.出厂检验
由厂部质检员进行出厂检验,出厂检验员必须按照灯杆检验的项目逐项检验,检验员必须进行记录同时存档,质检员签字后方可发货。
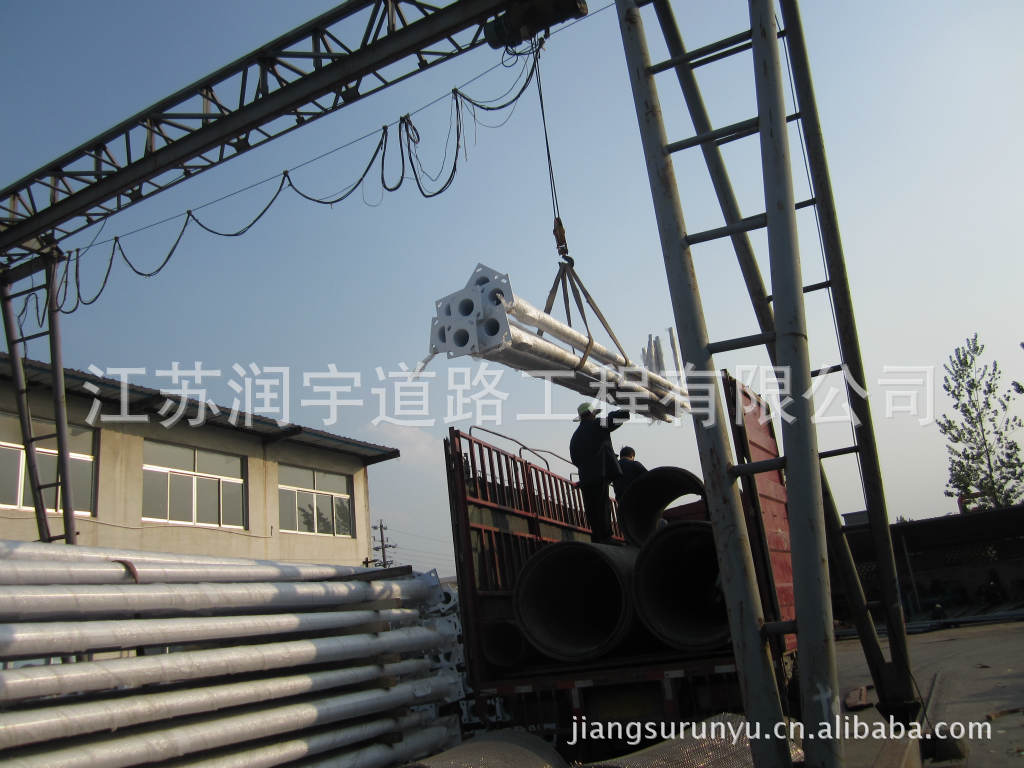
15.包扎,发货
泡沫包装、草绳捆扎之后由专业物流货车负责发送!
灯杆技术参数图纸:

灯杆生产加工过程:






灯杆包装:

物流发货:

特别说明: 由于杆高,壁厚,口径,灯具选型,光源瓦数以及出臂长度的不同,价格都会不一样,所以无法给出一个标准的价格,具体的可以和我咨询。可直接点击:“和我联系”,或者按照下面的联系方式联系我,谢谢!
联系人:李林发 电话:18052557988
qq:1198074414
邮箱:1198074414@





