铸铁研磨平台:均小于1米
一种是三板互研法,所谓三板互研法是指三块平板相互之间依次互研,并且每块铸铁平板做下板两遍,实际共研磨6遍。用这种方法研磨压砂的结果是,三块平板的平面度都很好,三块平板的压砂效果基本相同,三块平板都可以使用,不用经常压砂。
另一种方法是两块板互研法,也叫子母板压法,这种方法是只用两块铸铁平板一上一下互研。
用这种方法研磨压砂结果是,两块平板的平面度基本吻合,上面平板的平面度凹,下板的平面度凸,并且下板的压砂效果要比上板的好。由于上板中间凹,不容易修理量块,一般不用上板,只用下板这一块平板。
因此目前的研磨平板和压砂平板的研磨压砂工艺中多采用三板互研法。
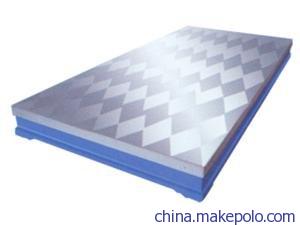
在研磨加工中有一种嵌有金刚砂磨料的平板上进行磨砂的形式,在这种形式中研具是必不可少的主要工具,该研具称为嵌砂研磨平板。研磨平板具有组织均匀,结构致密,无砂眼气孔,疏松等缺陷.上砂容易,砂粒分布均匀丰富,砂粒嵌入牢固切削性能强.表面光洁,油亮, 呈天蓝色,耐磨性好。
研磨平台具有组织均匀、结构紧密,无砂眼、气孔、缩松等铸造缺陷,耐磨性能好、精度高。使用研磨平台研磨后的表面粗糙度Ra≤0.08μm。研磨平台能够保证工件高精度和表面光洁度。
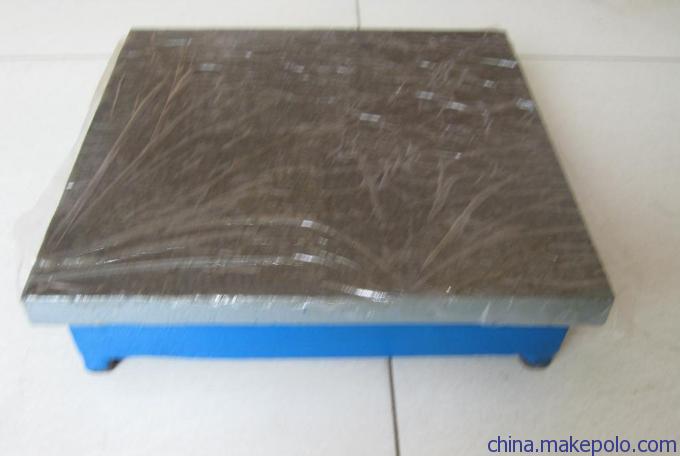
研磨平台介绍:在研磨平台的研磨加工中有一种嵌有金刚砂磨料的平板上进行研磨形式,在这种形式中研具是必不可少的工具,该研具称为嵌砂研磨平台。研磨平台能够保证工件高精度和表面光洁度。研磨平台具有组织均匀、结构紧密,无砂眼、气孔、缩松等铸造缺陷,耐磨性能好、精度高。使用研磨平台研磨后的表面粗糙度Ra≤0.08μm。
研磨平台的用途:量具的制造、修理、研磨、高精度机械零件制作、光学仪器加工等。
铸铁平板的研磨:是在精加工基础上用研具和磨料从工件表面磨去一层极薄金属的一种磨料精密加工方法,尺寸公差等级可达IT5~IT3,Ra值可达0.1~0.008μm 。
研磨原理
微细性: 可对工件进行0.01~0.1μm切削。随机性:工件与研具随机接触,高点相互修整,误差逐步减小,精度同时得到提高。针对性:可检测工件,有针对性变动研磨位置和掌握研磨时间,保证尺寸和形状精度。
研具材料和研磨剂
铸铁:研磨淬硬和不淬硬的钢件及铸铁件。
黄铜:研磨各种软金属。研磨剂
磨料:氧化铝、碳化硅、氧化铁、氧化铈等。
研磨液:机油、煤油、动物油及油酸、硬脂酸。
研磨方法
研磨平面的说明:研磨平面一般在精磨之后进行。手工研磨平面时,研磨剂涂在研磨平板(研具)上,手持工件作直线往复运动或“8”字形运动;研磨一定时间后,0将工件调转90°~180°,以防工件倾斜;对于工件上局部待研的小平面、方孔、窄缝等表面,也可手持研具进行研磨;批量较大的简单零件上的平面亦可在平面研磨机上研磨。
研磨的工艺特点及应用
① 设备简单,精度要求不高。
② 加工质量可靠,可获得很高的精度和很低的Ra值,但一般不能提高加工面与其他表面之间的位置精度。
③ 可加工各种钢、淬硬钢、铸铁、铜铝及其合金、硬质合金、陶瓷、玻璃及某些塑料制品等。
④研磨平台广泛用于单件小批生产中加工各种高精度型面,并可用于大批大量生产中。
研磨平台规格:(特殊规格需定做)
|
| 精度等级 | |||
0级 | 1级 | 2级 | 3级 | ||
平面度公差(um) | |||||
研磨平台 | 100*200 | 4.9 | 9.8 | 19.6 |
|
200*200 | 5 | 10.3 | 20.5 |
| |
200*300 | 5.5 | 10.9 | 21.8 |
| |
300*400 | 6 | 12 | 24 |
| |
400*400 | 6.5 | 12.5 | 25.1 |
| |
400*500 | 6.5 | 13.1 | 26.2 | 65.6 | |
500*500 | 7 | 13.8 | 27.5 | 68.8 | |
500*600 | 7 | 14.2 | 28.5 | 71.2 | |
500*800 | 8 | 15.5 | 31 | 78 | |