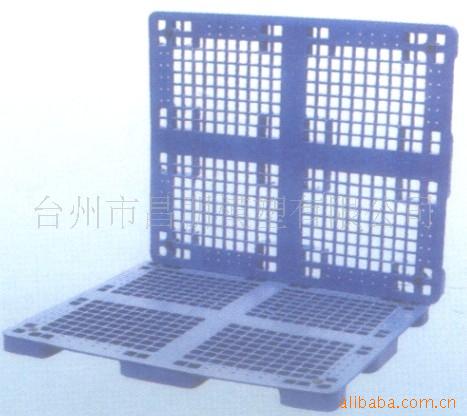
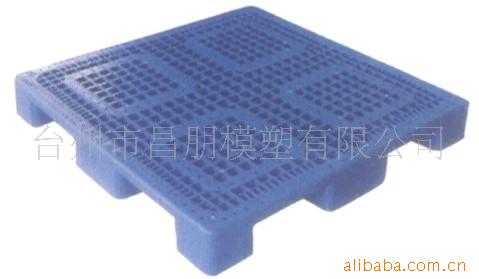
高精密薄壁网格模具,成型产品比较薄,最大壁厚只有1.5mm,最小壁厚1mm,通孔位置多,产品没有网格筋加强,注塑成型后,产品易变形,表面不平整,容易产生熔接痕,接痕处产品易断裂。由于产品过薄,模具加工要求高,模具分型线有特殊要求,注塑成型产品不准有飞边, 而且塑件表面光滑度要求在R0.2μm内,这对模具型腔抛光技术有更高要求。产品过薄,模具开模顶出时,产品表面容易被顶白顶高等现象。因此企业决定对该高精密网格模具结构进行研发。
核心技术:①分型面选择及排气槽设计。
②浇注系统设计。
③脱模机构设计。
④模具成型数控加工工艺技术。
创新点:①运用Moldflow分析产品注塑最终料流位置,在其位置镶上滑块,解决排气问题使成型产品饱满等。②采用热流道加热,潜伏式一次多点进浇工艺,解决了产品在注塑上产生的熔接痕以及产品在接痕。处易断现象,一次注塑成型合格率达96%③模具采用五轴高速加工中心进行铣削,做到型腔与型芯分型线配合公差在T5级,解决产品在注塑时产生飞边问题。④设计斜顶机构时,加大顶出面积,取代顶针顶出,解决产品倒扣以及被顶高顶白等问题。


台州市昌朋模塑制造有限公司专业制造高精密模具






