消失模铸造的大型机床铸件工艺特点:
1.机床铸件精度高;消失模铸造是一种近无余量,成型的新工艺,该工艺无需取模,无分型面,无砂芯,因而铸件没有飞边,毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差.机床铸件表面粗糙度可达Ra3.2至12.5μm;机床铸件尺寸精度可达CT7至9;加工余量最多为1.5至2mm,可大大减少机械加工的费用,和传统砂型铸造方法相比,可以减少40%至50%的机械加工间.
2.设计灵活:为机床铸件结构设计提供了充分的自由度.可以通过泡沫塑料模片组合铸造出高度复杂的铸件.
3.无传统铸造中的砂芯 因此不会出现传统砂型铸造中因砂芯尺寸不准或下芯位置不准确造成铸件壁厚不均.
4.清洁生产 型砂中无化学粘结剂,低温下泡沫塑料对环境无害,旧砂回收率95%以上.
5.降低投资和生产成本减轻机床铸件毛坯的重量,机械加工余量小.
为了提高机床铸件的可靠性、适用性,提高产品在市场上的竞争能力,对机床铸件质量的要求不断提高。机床铸件质量的概念也发生了相应的变化,“质量”的含义至少包括两个方面的内容:一是产品质量,即铸件满足用户要求的程度;或按其用途在使用中应取得的功效,这功效是反映铸件结构特征、材质和工作特性和物理学特性的总和,是评价铸件质量水平和技术水平的基本指标。二是工程质量,指的是铸制毛坯和铸制零件的生产过程对产品质量的保证程度,即铸件在具体使用条件下的可靠性。这一指标在相当大的程度上决定于前述的功效指标,还与稳定性、耐用性和工艺性等指标有关。
铸件的几何形状精度决定于机械加工余量、铸件尺寸和重量同额定量的偏差,在其他条件相同场合下,几何形状精度从机械加工工作量和金属用量两方面来说,反映了工艺过程的先进程度。所谓机床铸件尺寸控制室在实测平均值与名义尺寸符合前提下,控制实测值的离散程度。这种离散原因通常是由于生产技术条件和原材料特性等随机变化或系统误差所引起。应该根据误差性质作出判断和相应对策,提高尺寸精度满足标准的要求。
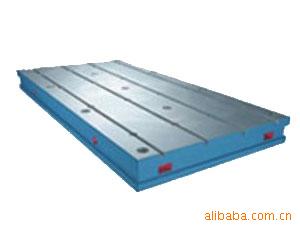
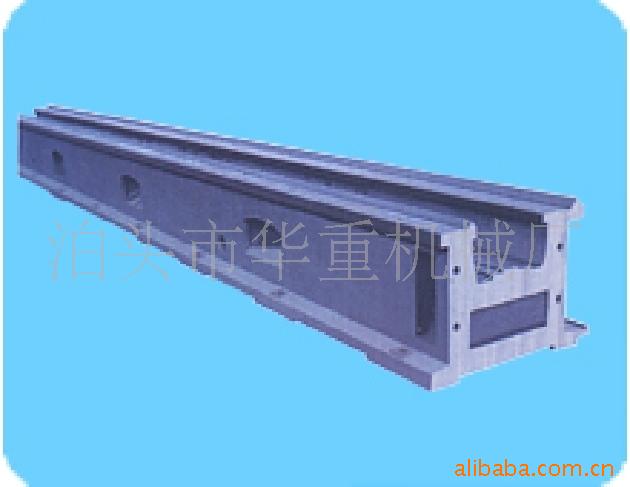
用途:床身铸件尺寸形状,重复性好,具有精密铸造的特点;铸件的表面光洁度高;取消了砂芯和制芯工部,根除了由于制芯,下芯造成的铸造缺陷和废品....
机床床身 、机床工作台
| | |
12米床身机床铸件 | 机床铸件 | 大型铸铁平板 |

| 
| 
|
大型机床配套铸件 | 大型铣床床身铸件 | 大型机床铸件 |

| 
| 
|
线切割机床床身 | 卧式车床床身 | 机床床身 |

| 
| 
|
立式机床床身 | 卧式冲床床身 | 冲床床身 |

| 
| 
|
铣床床身 | 镗床床身 | 磨床床身 |

| 
| 
|






