SMT-28240扁平卡盘(气动)
重复定位:<0.002mm
夹持方式:弹簧力
打开气压:最小6.5Pa
加持力:10000N
底板:孔位预置底板
气动:开关控制
安装:孔位试用可直接用螺栓安装,也可使用压板安装
应用:流水线工装台超小型加工

SMT柔性定位夹具系统在CNC加工中心的应用
CNC加工中心,是一种由程序控制的自动化机床。它能够执行设定好了的动作,通过刀具切削将毛坯料加工成半成品、成品零件。SMT柔性定位夹具系统,是一种提高机械的加工能力,有效发挥设备的机械性能,使用本系统,可以大大节省人力与物力,减少人为错误带来误差和损失,柔性夹具的中心重复精度可达到0.002mm。
使用SMT柔性重复定位夹具系统给CNC带来革命性转变:
| 原工序 | 使用SMT | 好处 |
装夹 | 机内装夹 | 机外装夹 | 提高机器有效使用率,可提前装夹 |
调校 | 机内调校 | 机外调校 | 使用高精度调校设备,精度更高 |
五面加工 | 五次装夹、调校 | 一次装夹、调校 | 减少人为累积误差,更快、更精确。 |
返工处理 | 技术要求高,很难返工,工件报废。 | 修改参数直接返工 | 无需再装夹、调校,直接修改CNC的参数返工,人人都成工程师。 |
急件插单 | 不可行 | 随时插单 | 随时可以更换紧急工件,不影响精度 |
操作人员 | 一人一机 | 一人多机 | 利用CNC工作时间装夹、调校,一人可以控制多台设备,节省人力。 |
夜班安排 | 需要加班 | 不需加班 | 下班前预装设定多工件连续加工。 |
**SMT柔性重复定位夹具系统是如何做到的?
SMT柔性重复定位夹具,是由标准卡盘和标准托板组成。在CNC加工中心和调校平台上,都安装上SMT的标准卡盘。通过标准卡盘与托板间重复的精准定位,装夹在SMT标准托板上的加工工件实现了在CNC加工中心与调校平台之间精准移动。从而使机外装夹、调校成为现实。
实现机外调校的重要性:可以选择三坐标检测设备等高精度设备,进行装夹预调校和加工后的检测。使用高精度设备调校,更加提高加工的精确性。
CNC加工中心装上水平和垂直的SMT标准卡盘,选择工件精度要求最低的一面作为装夹面,装在SMT标准托板上。利用水平安装的卡盘加工零件的正面,其它四个面交由垂直安装的标准卡盘完成。一次装夹、调校就可以精确加工工件的五个面,五面加工变得如此的简单。
重复精准定位功能,使紧急件插单和返工处理都可以简单实现。
CNC加工中心使用SMT柔性标准重复定位夹具前后对比(一年):
| 加工s | 停机s | 灵活性 | 精度 | 设备投资 | 加工周期 | 加工成本 | 利润 |
CNC | 800s | 1000s | 一般 | 一般 | 100% | 100% | 100% | 低 |
CNC+SMT | 1600s | 200s | 高 | 高 | 120% | 50% | 60% | 高 |
使用SMT柔性标准重复定位夹具,只需要增加20%的设备投入,不但可以提高精度和灵活性,还可以大幅降低加工成本。
SMT的先进技术,让一切不可能变为现实,欢迎您的加入。
SMT柔性标准定位夹具系统
系统泛指由一群有关联的个体组成,根据预先编排好的规则工作,能完成个别元件不能单独完成的工作的群体。
目前国内五金模具制造业普遍存在的问题:
1、使用夹具不统一。铣床、火花机、磨床、线切割机、工模镗床、车床、外圆磨床等不同地使用虎钳、磁盘、压板、三爪夹头等。
2、多次定位累积误差严重。要求越精密的五金模具加工,认为的累积误差就越难制。
3、技术人员普遍不足和难以满足不断减短的交货期。
4、加工设备实际利用率低,装夹、调校占用设备时间过多。
SMT柔性标准定位夹具系统,它是一个可以将各种五金、模具加工设备联系起来系统。举例一个五金件需要车床、翻身车、线切割和电火花几个工序:
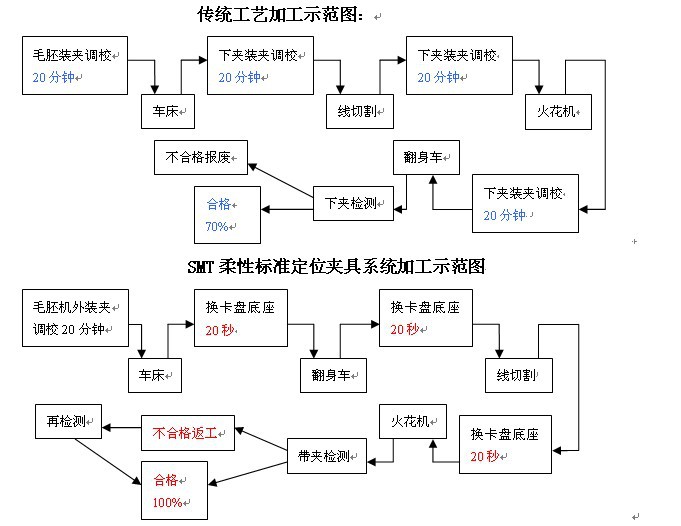
传统工艺:非加工占机时间80分钟,不能返工合格率低,只能机内调校,下夹装夹调校4次。
新的工艺:非加工占机时间1分钟,可以返工合格率高,可以选用高精度设备调校,装夹调校1次。
SMT柔性定位夹具提供了不同工作母机共通性的基准坐标位置,以及相同的工作夹持方式,使工件迅速地在不同工作母机定位并执行加工而不须重新校正调整,提高了机械利用率并降低了人为的累积误差。






