韩国世宗高粘度打胶机SJP-600E
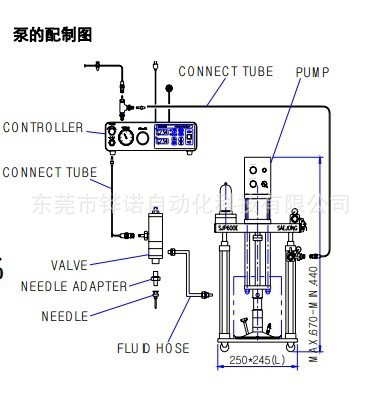
泵的基本配制
增压方式:体积比例增压方式
增压比例: 40:1
接触液体部位的材料:不锈钢STS304
包装材料: TEFLON V-PACKING
所供液体的加压压力:最大330kg/?
驱动部位适合的气压:最小2.5kg/?-6kg/?
出口流量:0—5L/min
泵的特色
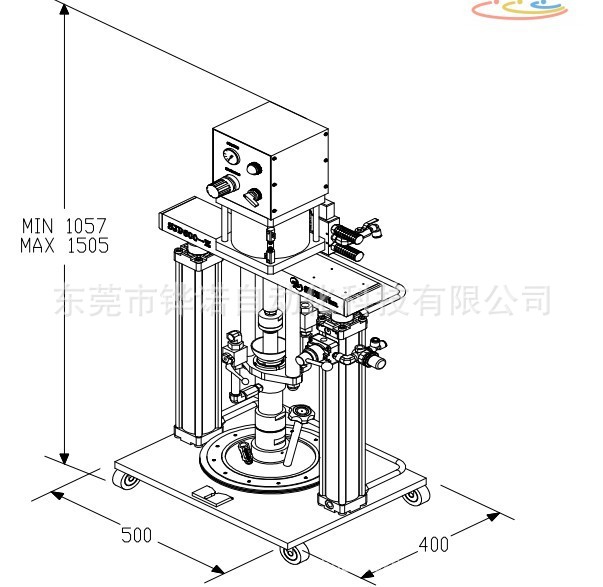
作为适用于从20Kg桶装(5加仑)的泵,可定做适用于200L(50加仑)的大油桶;是具有适合于超高黏度润滑剂压送构造的泵.由V-PACKING构造组成,有相对高压的内力,是可以用于高压力(MAX330kg/?)高黏度液体的泵.
使用液体:盾尾油脂, SILICONE,各种高黏度润滑剂涂布液,硅胶,玻璃胶,润滑油脂……
高粘度打胶泵系统无脉动供胶功能
适用范围:高粘度、超高粘度胶;玻璃胶;硅胶;润滑油脂
优点:效率高、流量容易控制、方便、点胶过程无脉动。
缺点:成本稍高,有脉动冲现象(其它厂商)。
使用用途:打点点胶, 线点胶, 填充, 注入、打点,划线 ,灌注等.
此类柱塞式增压泵都有脉动现象,当它脉动时,会造成压力不稳定,从而造成出胶量不恒定,影响点胶效果。
脉动现象产生的原因:柱塞式增压泵的柱塞是上下往复运动造成的。当柱塞向上运动时,胶水从胶桶吸入泵体,泵对外供胶停止,对外压力为了0;当柱塞向下动动时,胶水从泵体压出供到点胶阀,供胶压力最大,对外实现供胶。如果点胶阀关闭,柱塞不再往下运动,停止在那里。当点胶阀打开,柱塞继续往下运动,一直到柱塞下限,排胶完成。然后又往上运动,抽胶又开始完成一个周期。柱塞完成一个周期运动能排出的胶量叫做排量。
如果点胶发生在柱塞往上运动这个过程,对外压力为0。如果系统又处在点胶状态,将没有胶水排出,或者小量胶水(管道残留压力),造成点胶不稳定。这个过程可能有0.5s-2s间隔,对点胶是非常有害的。
这是此类增压泵固有缺点,其它公司解决方案是外加一个稳流器,在这个间隔时间里由外加的稳流器供胶。此种方法也有很大缺点。1、反应不够及时。2、这个间隔时间里稳流器供胶压力跟柱塞往下运动时间段压力不一致,流量也不均匀。3、柱塞往下运动时间段内,前段时间系统要同时为补充稳流器和点胶阀提供胶水,当后段时间(稳流器充满胶水时),压力只需为点胶阀提供胶水,前后段供胶压力也不会恒定,影响点胶流量。所以此类方案不能有效解决脉动影响,只能减小脉动影响。
根据长期使用经验,我们公司通过改进,可以使有害的脉动(柱塞向上运动的时间段),发生在产品点胶切换时间(更换点胶产品的时间段),不会发生在点胶过程,在点胶过程中压力恒定,从而使流量恒定,完全排除因泵的脉动对点胶流量影响。实践也证明,效果也是相当明显,在美的电磁炉生产线改造、比亚迪天窗涂胶工艺、日新电子边框涂胶先等,在这些点工艺中有效解决了脉对点胶影响。这是其它点胶设备制造公司不能有效解决而我们能有完全解决特点。