


部分:机械外形概述
|
|
|
|
|
|
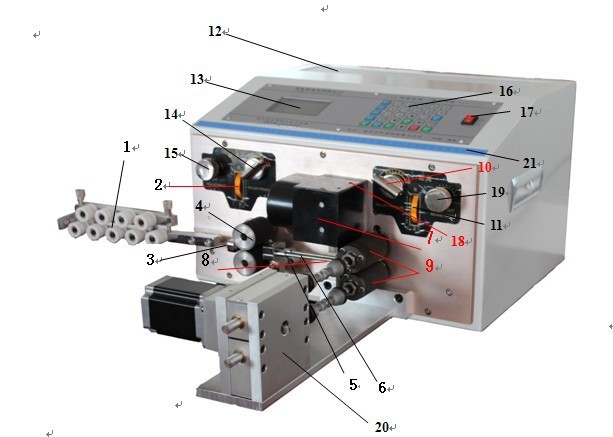
1.整直器:线束校正装置,使线束垂直方向平直。
2.进线轮间隙调节扭:往上旋转进线轮之间的间隙增大,往下旋转间隙减小,两轮间隙压住线束,不然线束打滑即为最佳。
3.进线孔:线束穿入进线孔进入进线轮。
4.进线轮:电机驱动进线轮旋转使线束前进后退,配合刀假送线、剥头作用。
5.导管座:固定导管作用,上下移动可调整导管与刀片的中心位置。
6.导管:线束穿入导管进如刀口,固定线束,导管最前端离刀片距离5mm--10mm之间,在上下刀口的中心点位置,导管摆动使剥尾长度较长时,闭开剥尾撞到导管作用。
7.刀架总成盖:保护杂物进入刀架总成。
8.刀片:分为上下两片,其短装置上方,长装置下方,两片为一付,装置时上下刀片垂直,上下刀片刃口为一个中心点,上下刀片合壁不能有间隙。
9.出线轮:配合刀架完成拉线尾外皮的动作,配合扭线机构完成扭线动作,加工好的线束飞出也由其完成。
10.出线轮抬起作用:顺时针旋转抬起出线轮,逆时针旋转下将出线轮。
11.出线轮间隙调节旋扭:往上旋转出线轮间隙增大,往下旋转出线轮间隙减小。
12.通风孔:使驱动冷却作用。
13.夜晶显示屏:显示需要加工线束参数。
14.进线轮抬起作用:逆时针旋转抬起进线轮,顺时针旋转下将进线轮。
15.进线轮压力调节旋扭:调节进线轮两轮之间压力,拔出旋扭顺时针旋
转增大压力,逆时针旋转减小压力,调为适当压力往里推为固定。
16.按键:参数输入、运作、停机、手动进线、手动出线作用。
17.电源开关:开启、关闭作用。
18.加油孔:工作前加些润滑机油保护刀架总成润滑减少声音作用。
19.出线轮压力调节旋扭:调节出线轮两轮之间压力,拔出旋扭逆时针旋
转增大压力,顺时针旋转减小压力,调为适当压力往里推为固定。
20.扭线机构:其正反转时带动出线轮进出运动,完成扭线动作。
21标尺:方便对加工好的线束进行测量。
▼注意未断电前,无论机器工作还是停止,多不能用手靠近刀刃。
第二部分:电脑部分操作介绍
1.进线:把线穿入进线孔直到进线轮,按[进线]轮子会向前自动输线。
2.出线:按[出线]轮子会向后自动退线。
3.删除:在数据输错时按[删除]使数据恢复后再从新输入所需要的数据。
4.“+”:在待机页面的情况按[+]键,线径数字会自动往上加,如线径数据228按[+]键数据将变成229,当光标移动在导管、断线、吹气、提轮,按[+]键是打开此功能。
5.“–”:在待机页面的情况按[-]键,线径数字会自动往下减,如线径数据228按[-]键数据将变成227,当光标移动在导管、断线、吹气、提轮,按[-]键是关闭此功能。
6.运行:在数据输入完毕无误时按[运行]键,使机器工作.
7.停止:按[停止]使机器停止工作。
8.退出:当光标移动在其他功能上,按[退出]键,恢复待机页面,在机器工作情况下按[退出]键,机器马上紧急停止工作。
9.程序:储存程序号系列,由0-99的100种,0-89程序,脉冲整修为统一标准数据,90-99程序脉冲整修为自定意数据,程序99为超短线功能。
10.中/英:中英文切换。
11.▲▼:光标移动键,如▲往上移动键,如▼往下移动键。
12.F1:
总量88888定量00100计数00000
线速008 切速008 数量1
|
图1
F1(1).总量:指设定工作的总产量,输入数据不能小于定量所输的数据,如数据小于定量的数据机器将无法工作。
F1(2)定量:输入定量所需要的数据如100,机器将会工作到100次自动停机,如需再工作机器又将工作100次,定理数据为0—99999,0为无定量数据,机器将不会自动停机,
直到总量的数据才停机。
F1(3)计数:累计总数量。如需清除计数按0数字键,
F1(4)线速:指电机驱动轮子送线速度,速度为0-9,0为最慢,9为最快。
F1(5)切速:指电机驱动带动刀架切线速度,速度为0-9,0为最慢,9为最快。
F1(6)数量:数据为0-9,如数据为1指工作计数1次为1累积计数,如数据为2指工作计数1次为2累积计数,如数据为9指工作计数1次为9累积计数。
13.F2:
脉冲整修07330
|
图2
脉冲整修:输入线长数据与实际线长有误差,可调整脉冲整修数据修整长度误差,脉冲整修值参考数据为7330,脉冲修整数据增大线长度度将会变长,脉冲修整数据减小线长度将会变短。
F3:
线经228退刀008线尾深度-00 扭尾线经218
|
图3
F3(1)线径:指驱动传出的刀架的步数裁线面积,控制线头线尾切皮深度,线径数据越大驱动传出步数越大,切皮深度越深,线径数据越小驱动传出步数越小,切皮深度越浅,如两端切皮太深伤到或切断铜丝需减小线径数据,线经数据增大或减小1个数据,切的深度将会变动0.05mm,参考数据为228。
F3(2)退刀:指刀片切入一定深度后退开一定大小剥出电线线皮,退刀数据大小与电线粗细相对应,电线越粗退刀数据越大,电线越细退刀数据越小,基本参考数据:0.2mm平方(24号)线材,退刀为4, 0.5mm平方(20号)线材,退刀为7, 1mm平方(18号)线材,退刀为10, 2mm平方(14号)线材,退刀为16, 4mm平方(12号)线材,退刀为22, 6mm平方(10号)线材,退刀为30,退刀数据1指上下刀片切至线芯各退0.02mm.。
F3(3)线尾深度:线尾切痕深度相对于线头切痕深度增加或减少,线头线尾均剥皮时,如线头和线尾切痕深度不一样,可调整线尾深度可使一致。
F3(4)扭尾线经:剥好线尾线皮,刀回退上再次切皮夹住线皮扭线尾,
扭尾线经基本为比线经少10左右。
14.F4
出线长度020后退长度060 导管开断线关定时000 提轮关吹起关 刀数1 扭线
|
图4
F4(1)出线长度::线材加工好后,从出线轮冲出的力度,数据越大冲出力度越大,线材冲出越远,参考数据为20
F4(2)后退长度:切断线材,进线轮后退的长度,使在导管内的线材往后退回,避免与剥线尾冲突相碰,数据10代表退回1mm,参考数据为60。
F4(3)导管:开和关的功能,开是指导管向上摆动,摆动作用:其剥线尾长度较长时避免碰到导管,按键[+]导管开,按键[—]导管关。
F4(4)断线:指线材在输送的情况下打结或者没线材,导致出线轮无法压住线材,将会亮起红灯,机器将会自动停机,按键[+]断线开,按键[—]断线关。
F4(5)定时:当机器工作到指定的定量后,延时多少秒时间,自动启动继续工作。
F4(6)提轮:
F4(6)吹气:按+开启吹气功能,把剥掉线皮吹掉,不让沾在刀片上。
F4(6)刀数:指上下刀片切断线的次数,1----9可调节,参考数据为1。
F4(7)扭线:扭线相关参考设置如下图
扭线线头:开 扭线线尾:开
扭线强度:200 扭头半剥:030
扭头前进:250 扭线方向:正 |
F4(7-1)扭线线头:按+即开启扭线头功能,按-即关闭扭头功能。
F4(7-2)扭线线尾:按+即开启扭线尾功能,按-即关闭扭尾功能。
F4(7-3)扭线强度:扭线扭的松紧调节,参考数据100-200之间,数字越大扭线
越紧。
F4(7-4)扭头半剥:扭线轮在扭线的情况下前进,数字为0的情况下,扭线头皮即不全部脱完,称为扭头半剥效果,保护扭好线的头部不被撞坏。
F4(7-5)扭头前进:剥好线头送到扭线轮中心位置扭线,数字越大送线越多。
F4(7-6)扭线方向:按+开启正方向,按-开启反方向,和线材的铜丝有关。
15.设置
线长00100线头005.0头剥005.0 线尾005.0尾剥005.0 中间剥 1切00000剥开000.0 2切00000剥开000.0 3切00000剥开000.0 4切00000剥开000.0 5切00000剥开000.0 ▼ 下一页 |
图5
线长:所需切割电线的总长度,设定时光标跑到线长,输入数据即可,输入100表示100毫米,输入200表示200毫米,输入100.5表示100.5毫米,以此类推。
线头:电线的头端需要的长度。
线尾:电线的尾端需要的长度。
图5.1(半剥)
图5.2(全剥)
头剥:电线头端剥开皮的长度,如头端输入5mm,头剥输入3mm,以此类推头剥输入数据小于或等于线头输入数据,称为半剥功能,即是为了搬运电线时避免搞乱电线线心的铜丝如以上图5.1,如线头输入5mm,,头剥输入5mm,以此类推头剥输入数据大于或等于线头输入数据,称为全剥功能,如以上图5.2。
尾剥:电线尾端剥开皮的长度,如尾端输入5mm,尾剥输入3mm,以此类推尾剥输入数据小于或等于线尾输入数据,称为半剥功能,即是为了搬运电线时避免搞乱电线线心的铜丝如以上图3,如线尾输入5mm,,尾剥输入5mm,以此类推尾剥输入数据大于或等于线尾输入数据,称为全剥功能,如以上图4。
中间剥:
图5.3(中间剥)
[1切]表示线头最顶端部位到处中间剥所需要切皮的长度,[剥开1]表示处中间剥所需要剥开的长度,[2切]表示线头最顶端部位到第二处中间剥所需要切皮的长度,[剥开2]表示第二处中间剥所需要剥开的长度,以此类推[切3]、[切4]、[切5]……….[剥开3]、[剥开4]、[剥开5]........列如上图5参考,线长100mm、[1切]30mm、[剥开1]5mm、[2切]60mm、[剥开2]5mm。




