厂家供应 泰州宇成适用五金模具制做的线切割 DK7740 (现货)

深圳市龙华新区观澜福民同创机床经营部
深圳市宝安区深圳市宝安区观澜街道银河新村B座一楼
产品属性
图文详情
品牌推荐
品牌/型号
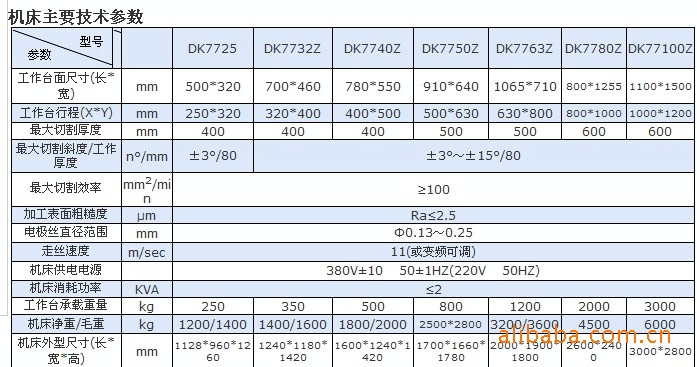
泰州乐奇、泰州宇成/DK7740
Z轴行程
320
输入电压
380
走丝速度
00m/min
最大切割厚度
400(mm)mm
加工精度
00mm
锥度
6
型号
DK7740
适用行业
不锈钢制品
最大承重
325Kg
工作台面尺寸
780*550mm
品牌
泰州乐奇、泰州宇成
控制箱重量
265
最小电极消耗比
473
表面粗糙度
0.015(um)um
最大加工电流
1265(A)A
电极丝直径范围
00mm
最大加工速度
150(mm/min)mm/min
最大功耗
254kw
控制系统
00
工作油糟尺寸
45
工作台行程(X*Y)
400*500
最大切割斜度/工件厚度
00
工作台承受重量
00
控制箱装箱尺寸
530
主机重量
1500
主机装箱尺寸
1455*980*880
机床导轨
00









 温馨提示:
温馨提示:




