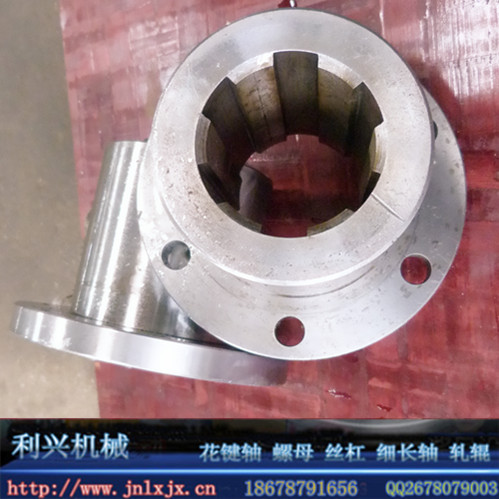
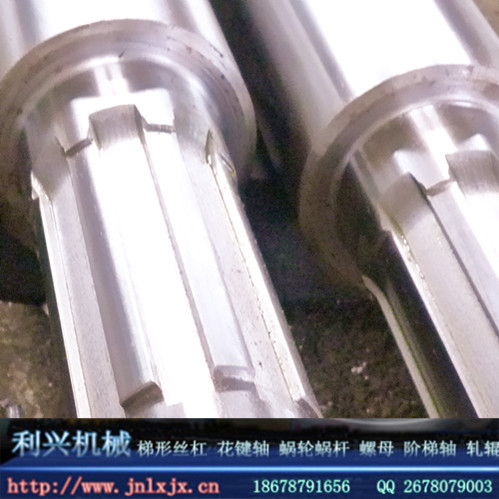
起重机车轮轴,主动轴,传动轴,被动轴专业生产厂家

济宁利兴精密机械制造有限公司
兖州市山东济宁市高新区王因镇柳沟村利兴路1号
产品属性
图文详情
品牌推荐
品牌/型号
济宁利兴/按客户的要求定制起重机轴
最大瞬时扭距
1000(nm)N·m
车轮外倾
1000
联接尺寸
5163
万向节
1000
内轮最大转角
1000°
外轮最大转角
1000°
最大扭距
120(nm)N·m
最大回转直径
1000mm
总长度
1000(cm)cm
加工定制
是
产地
山东济宁
类型
等速传动轴
型号
按客户的要求定制起重机轴
适用车型
起重机 ,塔式起重机
品牌
济宁利兴
配件编号
轴按客户的要求
摆角
1000(β)°
轴直径范围
10-800
轴长度
100-20000
轴同类
花键轴,蜗轮蜗杆,阶梯轴,丝杠,细长轴