1 项目背景及意义
1.1 项目背景
冲压钣金行业是机械制造业的基础行业,是金属成形加工业中重要的分行业之一,它的发展程度反映了一个国家的制造工艺技术水平。冲压钣金加工是汽车工业发展的基础,其中,轿车中冲压钣金零件数占其零件总数的75%以上。在汽车工业比较发达的日本,钣金零件的销售额占冲压钣金行业总销售额的68%以上。其次,钣金零件也是构成航空航天产品外形、结构和内装的主要零件,以飞机为例,钣金零件约占其零件总数的50%以上。我国已经被公认正在成为世界制造大国与跨国企业的全球采购中心。航空航天、汽车、装备制造、仪器仪表、家用电器、通信电子等行业的迅速发展,特别是航空航天及汽车行业的快速发展,带动了冲压钣金行业的快速增长,年均增长率达到了 20-30%,钣金零件的消耗量不断增加,市场总量巨大。
随着航空航天业、汽车制造业、装备制造业等行业的发展,对钣金零件的表面质量、成形后性能、产品合格率等的要求日益提高。然而,钣金零件成形过程中的变形较为复杂,使得工艺参数设计和成形过程的精确控制十分困难,钣金零件的形状、性能与设计的零件形状、性能等往往存在一定偏差。因此,需要对钣金件成形过程中的变形进行精确的测量。然而,传统测量手段的测量效率低、测量范围小。其次,由于钣金件缺乏清晰的参考基准,型面点与整体的设计基准没有明确的对应关系,使得基于设计尺寸与加工尺寸直接度量的传统评价方法在钣金件变形测量中难以实行,迫切需要新的测量方法。
光学三维测量方法是一种非接触式、无损的测量方法。根据测量原理,光学三维测量主要分为主动式和被动式两种类型。目前,主要的光学三维测量方法有:近景工业摄影测量法、激光测量法、面结构光测量法、工业CT 、光学传感器法等。由于光学方法属于非接触式测量方法,不对被测量对象产生副作用,不会影响其变形过程,因此也是变形测量中最为适用的方法。大多数光学测量方法需要依赖专门的设备,并且这些设备比较昂贵。随着高分辨率CCD 相机的普及,图像处理技术和计算机技术的发展,近景工业摄影测量方法对专业设备的依赖程度逐渐降低,精度也在不断提高,在工程和工业三维测量方面得到了广泛的应用。对比其它变形测量方法,将视觉测量和摄影测量技术应用到钣金件变形测量中,具有如下的优点: 高精度全自动测量、非接触式测量、测量范围大、有着严密的理论基础。
1.2 钣金件成形变形测量方法概述
对于由塑性变形引起的钣金件变形,经历了机械测量、二维图像测量、三维光学测量等几个阶段。
[1] 机械测量法
机械测量方法是板料成形领域中传统的应变测量方法,该方法使用工程应变比例软尺或者工具显微镜等器械以手工方式测量出变形后的网格尺寸,然后通过与变形前的网格尺寸进行对比,从而确定钣件表面的应变大小。采用工具显微镜的手测法需要将被测量钣金零件放置在工作台上,然后调节工具显微镜的旋钮,使得被测量钣金零件表面网格的特征点与镜头里面的十字交叉线中心互相对准,通过前后两次对准过程中旋钮的读数,可测出两个网格特征点之间的距离,即获得一组变形后的网格尺寸,重复上述过程,获得足够多的网格尺寸后,即可根据相关公式计算得到钣金件表面的应变值。
机械测量方法(手动测量法)的优点是原理简单、操作方便。不足之处主要有以下几点:(1)不管是使用工程应变比例软尺还是使用工具显微镜,在人工采集和处理大量离散数据的过程中,不可避免地会产生各种随机误差或者错误,从而对进一步的应变计算产生很大的影响,导致测量精度低,可重复性差;(2)测量范围有限:使用工具显微镜的测量方法受工作台大小的限制,所以要求被测钣金零件的尺寸不能太大,无法实现诸如汽车覆盖件、航空航天产品等较大零件的应变测量;(3)手工测量非常繁琐,属重复性劳动,特别对于大面积的测量和分析而言,工作量很大。
[2] 二维光学测量法
二维光学法采用一个 CCD相机进行图像的捕捉,此过程中单目CCD将在零件表面移动,以找到最清晰的网格进行测量;每个测量过程只能选定一个网格。国内己研发出了二维光学应变测量系统:通过测量金属板料上印制的圆形网格在成形前后尺寸的变化,计算出应变值并绘制相应的成形极限图。这在一定程度上简化了计算分析过程并提高测量精度。但该系统只采用一个CCD相机进行图像的采集,在捕捉图像的过程中,由于光线、环境等因素的影响,捕捉图像的时间可能会比较长,因此会降低测量效率。华中科技大学的戴晓光采用拉伸试验来测量样件在拉伸前后长度的变化量,实现样件的应变的测量。国外也有此类测量系统,比如美国的ASAME公司的GPA网格应变测量系统等。
[3] 三维光学测量法
三维光学测量法以数码相机或者工业CCD相机摄取的两幅或者两幅以上的若干幅网格图像为输入数据,首先对钣件表面的网格进行三维重建,然后根据变形前后网格的尺寸变化,进而计算得到钣金件表面的应变值。由于这种方法可以实现三维网格尺寸测量,因此测量结果更加精确。国外在此技术方面的研究起步较早,而且经过多年的不断研究和改进,已经取得了很好的成绩,研制出了一系列实用化的产品。例如,美国的 ASAME公司,它是全世界第一家钣金件网格应变测试系统制造商,在板材成形领域享有盛誉。ASAME公司的网格应变测试系统以精确、易操作和功能强大而著称。目前全世界有许多知名的企业和研究所正在使用由 ASAME公司提供的Target网格应变测试系统,如通用、福特、波音、丰田等,应用领域包括钢铁、汽车制造、飞机制造、模具开发、塑性成形等。该系统将网格法和光学测量法有机结合,利用数码照相机获取板料变形后的多幅网格图像,输入计算机内以后经过图像处理、匹配、三维重建、应变计算等流程,从而计算得到钣金件表面各种应变数据。
德国Gom 公司是另一家拥有成熟的工业三维测量技术的制造商,产品种类很多,其中用于钣金件网格应变测试分析的系统有ARGUS 成形分析系统。ARGUS 的功能包括成型过程优化、数字仿真、板料成型等。ARGUS 成形分析系统采用的是一个摄像头,通过测量材料表面网格的变形可以自动的进行分析计算,分析结果以3D的形式显示在计算机中。ARGUS 应变分析系统近年来也被广泛应用于汽车钣金行业、航空航天业等领域。
国内在这方面的研究起步比较晚。
1.3 项目意义
本课题是国家 863 高科技计划“大型复杂曲面产品的反求和三维快速检测系统研究”项目的一部分,钣金件成形过程中的变形较为复杂,钣金零件的形状、性能与设计的零件形状、性能等往往存在一定偏差。然而,传统测量手段的测量效率低、测量范围小。其次,由于钣金件缺乏清晰的参考基准,使得基于设计尺寸与加工尺寸直接度量的传统评价方法在钣金件变形测量中难以实行。摄影测量技术及机器视觉测量技术为解决上述问题提供了一条可行的途径。国外虽然出现了一些成功的应用案例,但其研究成果许多都呈保密或半保密状态,具体实现技术细节在公开文献中较难查询。国内涉及数字近景摄影测量和计算机视觉方面的方献很多,但明确介绍钣金件三维全场变形测量的文献则很少。整体来说,我国对钣金件变形测量的研究尤其是工程、产品化方面的工作还很不够,具有自主知识产权的商业应用终端型产品几乎没有。因此结合各学科出现的新硬件、新理论、新算法、新技术,研发具有中国自主知识产权的钣金件成形变形测量系统是我国计钣金成形行业的重要任务,既具有重要的理论意义,又具有重大的实用价值,应用前景非常广阔,并能创造可观的经济效益。
2 XJTUSM板料变形测量系统介绍
近景工业摄影测量能在极短时间内准确地获得物体的三维信息,从实现物体的三维建模,尤其适用于自由曲面的三维检测,具有无接触、灵活、快速等优势。网格分析法在板料冲压成形方面的研究有着十分重要的意义,它使板料冲压生产这门过去主要靠经验判断的生产工艺有了定量分析和计算的科学手段,数字和图表代替了以往的臆断和猜测,网格应变分析技术作为解决板料冲压成形问题的一个非常有效的工具己在金属板料成形生产实际中广泛应用。XJTUSM结合了近景工业摄影测量及网格应变分析技术,操作简单,能够方便、无接触地获取板料变形的全场数据。因此在力学研究、实际工程测量方面将有广阔的应用前景。
2.1 系统硬件组成

图1硬件总体组成
? 图像采集设备(1.2 M 工业相机、5M工业相机、12M相机)
? 2 个LED灯
? 电化学打标机、网板、打标液
? 360度转向云台一个
? 三脚架/升降架
? 编码标志点(12位、15位)
? 高精度比例尺两根
? 高性能计算机
? 系统控制盒
2.1.1 图像采集设备(工业相机)
? 120、500万像素黑白工业相机,,测量范围可调:几个毫米~几米。
? 稳定的相机支架,长约0.5米。
? 相机底座,相机外壳,固定相机,保护相机,方便微调相机高度。
? 激光指示器,测量时方便定位。
? 运输包装箱。
图 2 XJTUSM系统CCD工业相机与三脚架的连接图
a) 照明装置
? 两个高功率LED 光源 (适合连续工作),灵活的球形头固定装置,配备万向关节支撑架可任意放置照明光源的位置,可以直接由软件通过测量头控制器控制LED照明。
图 3 LED 光源
图4万向关节支撑架
b) 控制单元
? 通过USB接口连接计算机,计算机通过控制箱控制整个测量系统。
? 连接220V电源
? 控制多个LED光源(一般控制2个LED光源)
? 多个激光指示器控制(左右两个相机的激光指示器)
图 5 CCD工业相机采集系统控制盒的连线图
c) 地面升降测量机架
? 地面升降测量机架可以为测量头提供稳定的支撑,并方便测量头的各方向的调节。地面升降测量机架参数:负载:20kg、高度:200cm、管径:75φ
图 6 地面正将测量机架
2.1.2 图像采集设备(单反相机)
XJTUSM摄影测量采集照片与普通的照相有明显的区别,通常需要关掉单反相机的大部分功能,单反相机的详细参数设置,请参照相机软件设置部分进行详细的设置。
图 7 单反数码相机
2.1.3 电化学打标设备
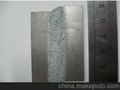
电腐蚀打标机是以电解液为介质,在低电压通电的情况下,使金属表面局部发生电解反应,形成稳定的化合物,从而在金属表面刻印上图案或文字等。 电腐蚀打标的过程是把带有圆形图案的模板放在要打印的工件上,将连接打标机输出电极的打标头沾取适量的打标液,然后压在工件上面缓慢匀速移动打标头,使在工件上打印出清楚的小圆点图案。

图8 板料表面打印的点阵网格
a) 小型打标机
适合打印小于0.5米的钣金件。

图9 小型打标机
b) 大型打标机
适合大于0.5米到10米的的大型钣金零件。

图 10 大型打标机
2.1.1 编码标志点及比例尺
在XJTUSM中,编码标志点用来定向图片并自动计算相机的位置。当拍摄图片时,应该尽量拍摄到更多的均匀散布在物体上的标志点,从而获得更高的测量精度。一般来说,编码标志点不会被用来确定所测物体的三维坐标。XJTUSM可以处理10位(100个),12位(300),15位(420个)标志点。例如,一个10位的标志点系,意味着由从0到99的数字来识别的100个标志点。
图 11 编码标志点
在板料变形测量过程中,标尺为工程提供标准的尺寸比例,因此在每个摄影测量计算过程中必须指定标尺。如果之前用过该标尺,则可以从下拉列表中选择该标尺,如果没有用过则需要重新输入该标尺的值,如果输入的标尺的标定长度或者是膨胀系数有误,会导致计算结果的错误,因此必须正确填写标尺的标定长度和膨胀系数,XJTUSM系统的每根标尺上面都带有该标尺的标定长度及膨胀系数等参数。
图 12 比例尺
2.2 软件界面
XJTUSM软件界面主要包含了3个模式与6个窗口区域(图13)。
? 3个模式分别是:检测模式、分析模式、比对模式
? 6个窗口区:工程管理、信息显示区、3D视图区、网格节点属性显示区,二维图像区,FLD视图区(包含了物体点坐标、二维图像点坐标、截线、FLD)

图13 XJTUSM 软件界面
2.2.1 软件各个模式的功能
? 检测模式:检测二维图像中包含的网格节点坐标,并进行三维网格节点重建及四边形网格连接。
? 分析模式:依据检测模式检测的结果,进行应变分析及显示,FLD图绘制,等势图绘制,截线绘制等。
? 比对模式:重建的网格与初始设计CAD模型进行比对分析,检测三维尺寸偏差。
2.2.2 软件各窗口区域的主要功能
? 工程区:显示变形测量工程得所有状态以及各个状态识别的标志点数;
? 信息区:设置摄像机的快门、增益、帧率以及采集的时间、图片数,控制摄像机的开关,显示软件运算过程中的其它信息。
? 3D视图区:显示选定状态计算获取的参考点三维坐标和位移色谱图;
? 网格节点属性区:显示选择的网格节点的属性。
? 二维图像区:显示选定状态的二维图像以及识别的散斑特征信息。
? FLD图绘制区:绘制FLD图,也可以切换至 物体点坐标页面、网格节点图像坐标页面、截线曲线显示页面等。
2.2.3 软件的分析功能
? 等势线分析
? 直线截线
? 圆截线
? 截线输出
? 报告输出
? 网格与CAD数模比对分析(三维形状尺寸偏差测量)

图 14 等势线
图15 直线截线
图 16 圆截线
图 17 截线输出
图 18 报告输出
图19 网格 与 CAD数模
图20 比对分析结果






2.3 系统特点
? 获得金属板料表面三维应变数据
? 测量结果用色温图三维显示
? 自主研发的工业近景摄影测量核心技术
? 可对大尺寸金属板料成形制件的应变进行测量
? 快速、简单、高精度的相机标定
? 操作简单、携带方便
? 自动计算成形极限图
? 测量结果精度高,测量信息丰富
2.4 应用范围
? 板料应变测量、成形极限计算
? 通过快速的三维板料变形分析提高模具CAE系统的效率和准确性,使传统的开环CAE系统,变为闭环CAE系统,实现了模具CAE的重大变革。
? 测量临界变形部位,解决复杂的成形问题,优化冲压工艺,冲压模具检验,对仿真模拟计算的结果进行验证和优化。
? 增强用户对产品开发阶段板料成形过程的了解,验证现有的成形彷真软件的计算结果,以及优化和监控生产过程.
3 XJTUSM一般测量步骤
第一步,在试件周围放置一些编码标志点及比例尺,然后用数码相机,从不同的站位拍摄了23张像片,如所示。这些数据是后期计算的原始数据。

图21 杯突实验拍摄像片(原始数据)
第二步,将采集的像片导入XJTUSM系统软件中,进行图像的识别,紧接着,对这些图像进行定向、匹配、重建、捆绑调整等操作,计算得到网格节点的三维坐标。

图22杯突实验试件表面网格节点识别

图23计算得到点阵网格节点三维坐标
第三步,网格连接,将相邻的4个网格节点依次连接起来形成四边形网格。

图24连接相邻网格节点形成四边形网格
第四步,应变计算,根据同一网格在变形前后网格尺寸的变化,套用应变计算公式计算出网格节点的各种应变值及表面厚度减薄率。

图25应变计算结果(工程应变)
4 典型应用案例
4.1 材料拉伸试验

图26 拉伸实验
4.2 杯突试验
杯突试验(Eriehsen test) 又称埃里克森试验(Erichsen test) 或埃氏杯突试验,是薄板成形性试验中最古老、最普及的一种衡量材料深冲性能的试验方法。

图 27 杯突实验
4.3 汽车钣金件应变测量分析
冲压是金属加工成形技术之一,应用范围相当广泛,例如在航空航天、汽车、兵工、农机、电机电器、电子仪表、家用电器及轻工等行业。

图28 小尺寸汽车钣金零件表面应变分析
图 27 大尺寸汽车钣金件应变测量分析