♦概述
CrWMn钢具有高淬透性。由于钨形成碳化物,这种钢在淬火和低温回火后具有比铬钢和9SiCr钢更多的过剩碳化物和更高的硬度及耐磨性。此外,钨还有助于保存细小晶粒,从而使钢获得较好的韧性。所以由CrWMn钢制成的刃具,崩刃现象较少,并能较好地保持刀刃形状和尺寸。但是,钢对形成碳化物网比较敏感,这种网的存在,就使工具刃部有剥落的危险,从而使工具的使用寿命缩短,因此,有碳化物网的钢,必须根据其严重程度进行锻压和正火。这种钢用来制造在工作时切削刃口不剧烈变热的工具和淬火时要求不变形的量具和刃具,例如制作刀、长丝锥、长铰刀、专用铣刀、板牙和其他类型的专用工具,以及切削软的非金属材料的刀具。
CrWMn钢淬透性和淬硬性都比较高,耐磨性也比较好,热处理变形较小。但形成网状碳化物的倾向大。主要用于制造形状较复杂、要求变形较小的中小型模具,如制作轻载冲裁模(小于2mm板厚),轻载拉深模及弯曲翻边模。
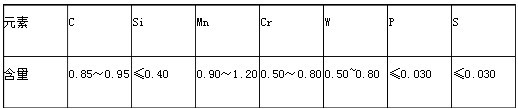
♦化学成分
其主要化学成分为(各元素所占的质量分数):
♦性能&热处理规范
硬度:退火,241~197HB,压痕直径3.9~4.3mm;淬火,≥62HRC

热处理规范:淬火,800~830℃油冷。
交货状态:钢材以退火状态交货。
♦典型用途
CrWMn钢属于冷作模具钢,性能、用途和 SK3接近。
这种钢的淬透性、淬硬性、强韧性、耐磨性、热处理变形的可控性均优于T10A钢,主要用于制造形状复杂、精度较高、载荷不很大的冷挤压凹模。
♦工艺
热处理工艺:
对CrWMn钢的复合热处理分为两个步骤,一是预处理,二是淬火+低温回火.
锻造工艺:
油淬冷作模具钢有一些裂纹敏感性,锻造加热时不宜迅速加热,最好在650-750度进行一次预热,锻造加热温度为1130-1150度,终锻温度应大于800-850度,钢锭锻造时取上限温度,坯料锻造时取下限温度
退火工艺:
退火:一般退火采用780-800度,保温4-6小时,以≤50度/小时,冷却到550度出炉空冷,等温退火采用700-800度保温2-4销售,然后再670-720度保温,保持2-4小时,以≤50度/小时冷速冷却到500度出炉空冷,退火硬度为241-197HB

♦关于规格
线材现货规格:0.1mm-20mm (线径)
板材现货规格:0.3mm-350mm (厚度)
棒材现货规格:3.0mm-500mm (直径)
♦ 关于价格
网上所报的价格均为水平价格,由于市场价格具有不确定性,具体价格请您联系客服旺旺或致电咨询,腾鹏金属将竭诚为您服务。
♦关于发票
由于腾鹏金属由退役士兵经营,国家有优惠的免税政策,但仍然可以开17点的增值税发票,所以材料价格会比市场更低,质量必然同样保证!17点增值税发票随货发出,也可按客户要求的时间补开。
♦计算公式
板材重量(公斤)=长*宽*厚*密度(0.0000028) 单位 (mm)
管材重量(公斤)=0.0000028 ×3.14×(外径^2-内径^2)×长度(mm)
棒材重量计算公式(公斤)=0.0000028 ×3.14×半径^2×度 (mm)
方 管:(长+宽)×厚×2×0.00785
冷 板:(长×宽)×厚×0.00785
热 板:(长×宽)×厚×0.00785
焊 管:(外径-壁厚)×壁厚×0.02466
扁 钢:(长×宽)×0.00785
元圆钢:(直径×直径)×0.00617
方 钢:(长×宽)×0.00785
镀锌管:(外径-壁厚)×壁厚×0.02466×1.06
中厚板:(长×宽)×厚×0.00785
镀锌板:(长×宽)×厚×0.00785×1.06
无缝管:(外径-壁厚)×壁厚×0.02466