专业生产高品质900M-T-3.2D烙铁头的详细描述:
900M无铅烙铁头特点:
主要有铜、铁、镍、铬、锡五种金属材料组成的!是一种高技术含量的烙铁头,原材料及产品都通过SGS测试,100%都符合欧盟ROHS标准,含铅量<0.1%wt!具高抗氧化、润性好、上锡快、导热迅速、超长寿命是国内同类产品的3-4倍,产品质量已达到世界顶级,一直以来是各大世界知名品牌焊接设备公司的最佳合作伙伴。是各企业降低成本、保证产品完美焊点、提高生产效率的首选烙铁头
900M无铅烙铁头型号:
| 900系列 | 总长 | 后尾长 | 后面外径 | 前端外径 | 头宽度 | 头厚度 | 内孔深 | 倒角处径长 | 爬锡高度 | 适合温度 | 耐蚀性 |
| 900M-T-B | 42 | 26 | 6.8 | 5 | 1.2 | 尖形 | 24 | 6.6 | 5 | 330-420 | 强 |
| 900M-T-BF2 | 42 | 26 | 6.8 | 5 | 1.2 | 尖形 | 24mm | 6.6mm | 6 | 330-420度 | 强 |
| 900M-T-LB | 42 | 26 | 6.8 | 5 | 1.2 | 尖形 | 24mm | 6.6mm | 6 | 330-420度 | 强 |
| 900M-T-SB | 42 | 26 | 6.8 | 5 | 0.4 | 尖形 | 24mm | 6.6mm | 6 | 330-420度 | 强 |
| 900M-T-S4 | 42 | 26 | 6.8 | 5 | 0.4 | 尖形 | 24mm | 6.6mm | 6 | 330-420度 | 强 |
| 900M-T-0.8D | 42 | 26 | 6.8 | 5 | 0.8 | 0.5mm扁形 | 24mm | 6.6mm | 6 | 330-420度 | 强 |
| 900M-T-1.2D | 42 | 26 | 6.8 | 5 | 1.2 | 0.8mm扁形 | 24mm | 6.6mm | 6 | 330-420度 | 强 |
| 900M-T-1.6D | 42 | 26 | 6.8 | 5 | 1.6 | 1.2mm扁形 | 24mm | 6.6mm | 6 | 330-420度 | 强 |
| 900M-T-2.4D | 42 | 26 | 6.8 | 5 | 2.4 | 1.6mm扁形 | 24mm | 6.6mm | 6 | 330-420度 | 强 |
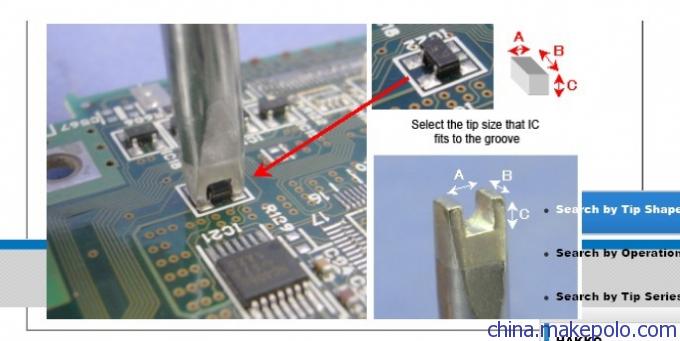
图示标的是900M—T-3.2D烙铁头,是较粗的一种扁型烙铁头,无铅环保型.总长41MM,尖的大小可根据客户需求从3.2MNM灵活设计,头部呈球形.此烙铁头的适合点焊,最大的优势是导热快,上下锡流畅.0.8-4.25MM之间的焊点可以一次焊接好.而且在焊接过程中不用考虑烙铁头的方向性.
金加锡的烙铁头一个特点是,寿命长,导热均匀.不会让您在焊接线上不预测的突然坏掉而增加线上维护人员大量的劳动量,造成不可弥补的损失.也可避免那些劣质烙铁头寿命长短不一,很难在量上加以控制.了解更多请详情:谢谢!
烙铁头的保使用和保养:
1、新的电烙铁头在使用前先蘸上锡,接通电源后等一会儿烙铁头的颜色会变,证明烙铁发热了,然后用焊锡丝放在烙铁尖头上镀上锡,使烙铁不易被氧化。在使用中,应使烙铁头保持清洁,并保证烙铁的尖头上始终有焊锡。
2、使用烙铁时,烙铁的温度太低则熔化不了焊锡,或者使焊点未完全熔化而形成不好看、不可靠的样子。温度太高又会使烙铁“烧死”(尽管温度很高,却不能蘸上锡)。另外也要控制好焊接的时间,电烙铁停留的时间太短,焊锡不易完全熔化,形成“虚焊”,而焊接时间太长又容易损坏元器件,或使印刷电路板的铜箔翘起。每一两秒内要焊好一个焊点,若没完成,宁愿等一会儿再焊一次。
焊接方法:
1.将烙铁头放置在焊盘和元件引脚处,使焊接点升温。
2.当焊点达到适当温度时,及时将松香焊锡丝放在焊接点上熔化。
3. 焊锡熔化后,应将烙铁头根据焊点形状稍加移动,使焊锡均匀布满焊点,并渗入被焊面的缝隙。焊锡丝熔化适量后,应迅速拿开焊锡丝。
4. 拿开电烙铁,当焊点上焊锡已近饱满,焊剂(松香)尚未完全挥发,温度适当,焊锡最亮,流动性最强时,将烙铁头沿元件引脚方向迅速移动,快离开时,快速往回带一下,同时离开焊点,才能保证焊点光亮、圆滑、无毛刺。用偏口钳将元件过长的引脚剪掉,使元件引脚稍露出焊点即可。
5.焊几个点后用金属丝擦擦烙铁头,使烙铁头干净、光洁。 如果烙铁头“灰暗”,看不见亮光,热的烙铁不能蘸上锡,就是烧“死”了,这时可用洗碗用的金属丝把烙铁头擦干净,再用焊锡丝镀上锡。实在不行就拔了电源,待烙铁凉了,用锉刀或沙纸打亮烙铁头,插电,蘸锡。