
¤ 本公司可根据您的需要生产各种规格牌号的硬质合金拉丝¤
硬质合金拉丝模产品详情:

(按图纸1:1生产)
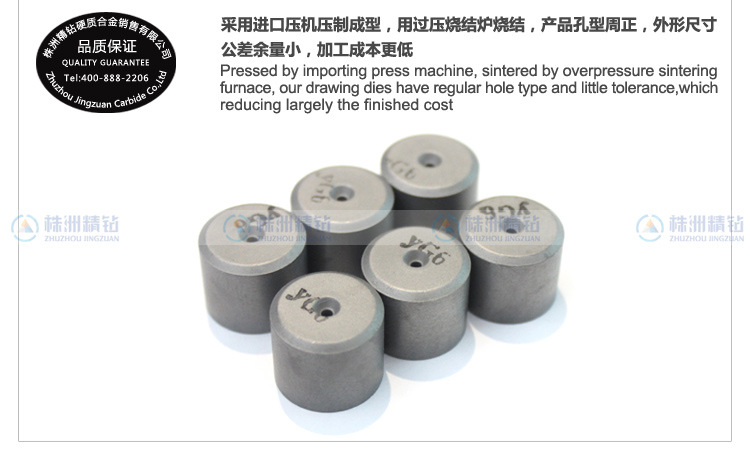
S11硬质合金拉丝模毛坯产品展示(100%实物拍摄):


金伯仕牌拉丝模---钢筋、线材拉制专家



硬质合金拉伸模的牌号选择及推荐用途
YG6X:适于应力不大的条件下,拉制直径6.0mm以下的钢丝、有色金属线材或棒材。
YG6: 适于应力较大的条件下,拉制直径20mm以下的钢丝、有色金属及合金棒材,也适应于拉制直径10mm以下的管材。
YG8: 适于拉制钢筋、有色金属线材及合金棒材、合金管材,也适合制作机械耐磨零件。
YG15:适于高压缩率下的钢筋及钢管的拉拔以及制作冲压模具。
YG20:适于制作冲压模具,应用于冲压手表零件、电池壳、牙膏皮小尺寸钢球、螺钉、螺帽等
YB20C:适于制作冲压模具,主要应用于轴承、工具、标准件等冷墩、冷冲行业,以及弹头及弹壳的冲压。
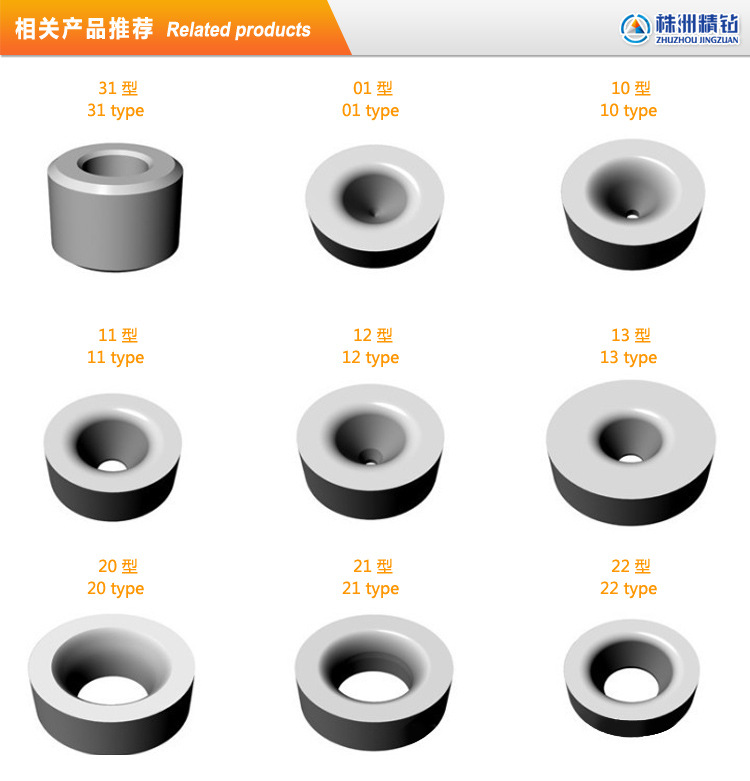
各类硬质合金拉制模具型号用途推荐
产品 | 产品类别 | 尺寸范围 | 用途 | |
钢套尺寸 | 模孔尺寸 | |||
圆型拉伸模 | 10型 | 25×12 28×16 | 0.25~0.8 | 拉制黑色有色金属线材 |
11型 | 28~40×12~28 | 0.4~5.7 | 拉制黑色金属线材 | |
12型 | 25~50×1028 | 0.4~8.0 | 拉制有色金属线材 | |
13型 | 66~220×35~80 | 3.7~84.0 | 拉制黑色有色金属棒材 | |
S11型 | 28~40×12~28 | 0.4~5.7 | 拉制黑色金属线材大压 | |
S13型 | 66~220×35~80 | 3.7~84.0 | 拉制黑色金属线材棒材 | |
W1型 | 24~230×12~90 | 0.5~55.0 | 拉制黑色金属线材大入 | |
20型 | 32~190×22~75 | 2.0~60.0 | 用于管材减壁模 | |
21型 | 98~190×55~70 | 20.0~62.0 | 用于管材减壁模 | |
22型 | 45~220×25~75 | 3.0~90.0 | 拉制有色金属管材模 | |
23型 | 98~200×55~75 | 20.0~70.0 | 管材减径减壁两用模 | |
异型拉伸模 | 40型 | 33~200×20~70 | 1.8~55 | 拉制正方形棒材 |
41型 | 66~135×30~50 | 6.7~23.6×4.7~14.7 | 拉制扁形材料模 | |
42型 | 40~135×20~35 | 1.9~32.0×1.0~6.5 | 拉制矩形材料模 | |
60型 | 66~200×30~70 | 2.5~75.0 | 拉制六角形材料模 | |
| 芯棒尺寸D×H | 内径d |
| |
拉制管材芯棒 | 30型 | 28~64×27~35 | 17~28 | 拉制无缝钢管用模 |
31型 | 14~47×25~45 | 7~26.4 | 拉制 无缝钢管用模 | |
圆直模涂料模 | QN4710~QN4716 | 8.5×12 | 3.2~5.5 | 生产电焊条用 |
QN105~QN1033 | 15×20 | 1.5~7.0 | ||
拉制管材芯棒
| 平头模 |
|
| 用于冷镦冷冲铜、铝、 |
沉头模 |
|
| ||
缩杆模 |
|
| ||
剥皮模 | QC1型 |
| φ3.0~φ30.0 | 适用于黑色有色金属 |
QC2型 |
| φ32.8~φ50.0 | ||
送丝轮飞轮 |
| φ136 φ150 φ160 | 生产电焊条用 | |
株洲精钻硬质合金销售有限公司
联系人:向丽梅
电话:0731-22199721 18273378703
QQ:1142036823
欢迎来电垂询,我们将尽心为您提供所需产品信息资讯。
购买硬质合金模具,首选株洲精钻。
可根据您的要求来图来样生产定制各类硬质合金模具!
自定义内容
【特别说明】
1、因型号规格不同,重量会有差异,实际重量以实物为准。
2、因型号规格不同,市场也经常波动,实际价格以电话沟通为准。

【买家须知】
1、确认购买:因产品根据国际国内行情会经常调整价格,而产品成千上万,不方便更新价格,所以请告诉店主您需要的产品后,店主再给您报价。
2、快速交货:通用量具我司备有大量库存,现货产品在2个工作日内安排发货。
3、确认收货:您收到货时,请一定要当着送货人检查里面产品是否完好,如您签收完毕,则表示您确认收货并核对无误。如有其它问题,请及时与我们联系,对于产品质量问题,我们承诺7天包退换。
4、购买放心:为了让您购买放心,本公司已开通支付宝交易功能,未注册开通支付宝的客户,也可与本店主联系,直接汇款至本公司对公帐户或私人帐户。
5、好评:收货后,请您及时确认收货并给予好评,我们也会及时回您好评,谢谢!



…………………………………………………………………………………………………………………………………………………………………





