
材料均选用45#无缝钢管或合金钢,经热处理、机械加工,表面镀硬铬超精磨加工制作而成
辊面的平直度、不圆度、同轴度等<0.002mm,确保刀口直线度≤0.002mm. 硬度:大于HRC62 光洁度:Ra0.05 磨擦性能好,耐磨损,刮净性好。
适用于涂布机、涂胶机,薄膜、纸张 涂胶涂料等,皮革机上的等等。
特别说明:
我厂是国内唯一能制作高精密逗号刮刀的厂家,经我厂制作的逗号刮刀,保证刀口直线度在0.002mm以内,并获得国内众多知名企业指定生产单位。
涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而获得的。涂层作为一个化学屏障和热屏障,涂层刀具的构成减少了刀具与工件间的扩散和化学反应,从而减少了月牙槽磨损。涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性,切削时可比未涂层刀具提高刀具寿命3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。
涂层结构
涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。目前,切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。
涂层必的种类
涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。但以前两种涂层刀具使用最多。在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。
涂层方法
目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。前者沉积温度为500℃,涂层厚度为2~5µm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10µm,并且设备简单,涂层均匀。因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
涂层刀具的各个层面
【产品推荐】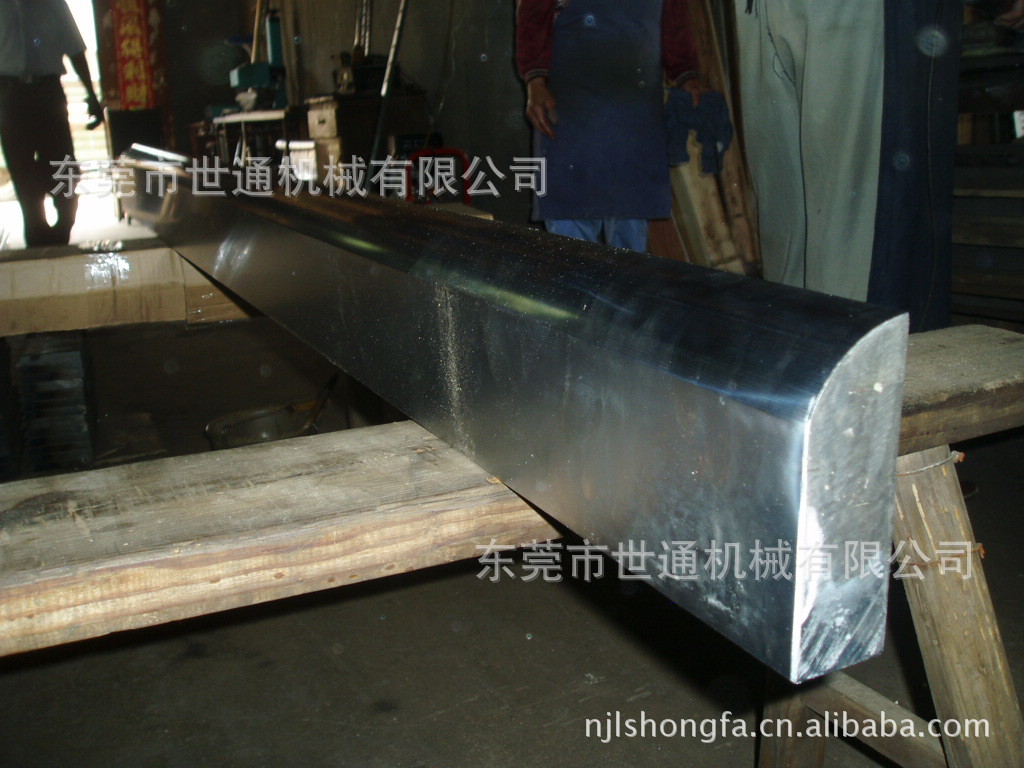








【公司简介】
东莞市世通机械有限公司本公司主要生产纸箱刀具,轧钢刀具,金属板材剪切刀具,木业纸业刀具,林机刀具及备品备件,塑料刀具,冶金刀具,轧辊,屠宰成套设备,合金导轮及折弯机模机具、涂布逗号刀、涂布尖刀、涂布刮刀、涂布钩刀、涂布R刀、油墨刮刀、分切圆刀、锋切刀、切纸刀、涂布底刀等》 公司严格控制原材料质量,根据刀具的服役条件精选相适应的优质合金工具钢,采用较为先进的强韧化热处理新工艺,充分发挥钢材的潜能,使本厂生产的刀具使用寿命比其他厂家的有较大幅度提高,对于引进进口设备的钢厂,我们研制成功了与国外刀具同材料热处理工艺,可完全替代同类进口产品。我公司以完善的管理,先进的设备,科学的检测,不断优化生产工艺,创立了客户满意的品牌,树立了企业的良好形象。为满足客户需要,公司可根据客户提供的图纸及相关技术要求制造,加工各类刀具,模具。
铜银焊接高速钢.钨钢.硬质合金类机械刀片,该工艺改变传统高速钢刀具焊接使用焦碳炉的方法,引进围气炉焊接新工艺。采用这焊接的优点:采用洼碳棒电家热,加热均匀,加热温度可精确控制,在气氛保护下实现无氧化焊接,刃钢与基体牢固,无须焊和末焊透现象等缺陷,纤焊和热处理工序在同一加热冷却循环中完成,达到光亮淬火效果,热处理硬度可达HRC63~65,且硬度均匀,避免了焊后热处理可能引起的不良后果。刀片采用液氮深冷-196度处理,可明显提高刃钢硬度红硬性,耐磨性和冲击韧性,使刀片使用寿命比正常热处理提高2~3倍。 生产工艺均按照日本工艺要求生产,保证了产品的质量和使用要求。
欢迎新老客户来电来图及光临洽谈。
【联系方式】
| 公 司 名 | 东莞市世通机械有限公司 |
| 联 系 人 | 孙先生 |
| 地 址 | 中国 东莞市万江区 |
| 传 真 | 86 0769-22779410 |
| 移动电话 | 13805198750 |
| 固定电话 | 86 0769-22779410 |
| 公司网址 | http:// http://njlshongfa.cn.alibaba.com http://njlshongfa.cn.alibaba.com |
专业生产销售的圆刀片,圆形刀片,圆刀具,圆形刀具产品种类多、规格全。部分产品现货供应,非标产品可根据客户提供的产品图纸、规格及刀片材料、HRC值等要求加工定做。我们交货时间及时,产品质量均实行三包(包修、包换、包退)。欢迎广大新老客户及产品配套企业与我们联系,洽谈订购。
型号 分切上刀规格 外径Ø 内径Ø1 中径Ø2 厚度b 键槽H×C 刃口角度α
01-2 Ø68×Ø46×0.5 68 46 0.5 49×3 45°
01-3 Ø98×Ø66×0.8 98 66 0.8 70×3 45°
01-4 Ø100×Ø66×1 100 66 1 70×3 45°
01-5 Ø100×Ø75×1 100 75 1 79×4 45°
01-5D Ø100×Ø70×1(大斜口) 100 75 82 1 79×4 22°-30°
01-6 Ø105×Ø70×1 105 70 1 75×4 45°
01-6D Ø105×Ø70×1(大斜口) 105 70 88 1 75×4 22°-30°
01-7 Ø105×Ø70×1.2 105 70 1.2 75×4 45°
01-7D Ø105×Ø70×1.2(大斜口) 105 70 88 1.2 75×4 22°-30°
01-8 Ø105×Ø70×1.5 105 70 1.5 75×4 45°
01-8D Ø105×Ø70×1.5(大斜口) 105 70 90 1.5 75×4 22°-30°
01-9 Ø105×Ø75×1 105 75 1 79×4 45°
01-9D Ø105×Ø75×1(大斜口) 105 75 1 79×4 22°-30°
01-13 Ø130×Ø80×1 130 80 1 85×4 45°
01-14 Ø140×Ø95×1 140 95 1 100×4 45°
01-15 Ø150×Ø90×2 150 90 2 95×4 45°
型号 花键分切上刀规格 外径Ø 内径Ø1 中径Ø2 厚度b 花键R 键槽H×C 刃口角度α
01-6H Ø105×Ø70×1 105 70 1 38.3 77.3×4 45°
01-7H Ø150×Ø70×1.2 105 70 1.2 38.3 77.3×4 45°
01-7HD Ø150×Ø70×1.2(大斜口) 105 70 1.2 38.3 77.3×4 22°-30°
01-8H Ø105×Ø75×1.5 105 70 76.5 1.5 38.3 77.3×4 45°
01-8HD Ø100×Ø70×1.5(大斜口) 105 70 76.5 1.5 38.3 77.3×4 22°-30





