200-0.8C烙铁头特点:
1、新一代ESD安全焊具的必备焊咀,体积小,
2、导热快,用于无铅焊接.
3、烙铁头镀层比较厚,寿命比一般烙铁头长.
4. 耐高温,在350-450度范围工作氧化速度慢,不变形、不穿洞,是高温焊接之首选;
5、无铅环保;
6、焊点饱满,无虚焊、假焊现象;
7.本体表层使用特殊材料处理,确保本体不因高温而变黑。尖端预上合金锡,焊接时著锡容易,并有效防止氧化,耐高温可达200-550度,使用焊点达30000-50000
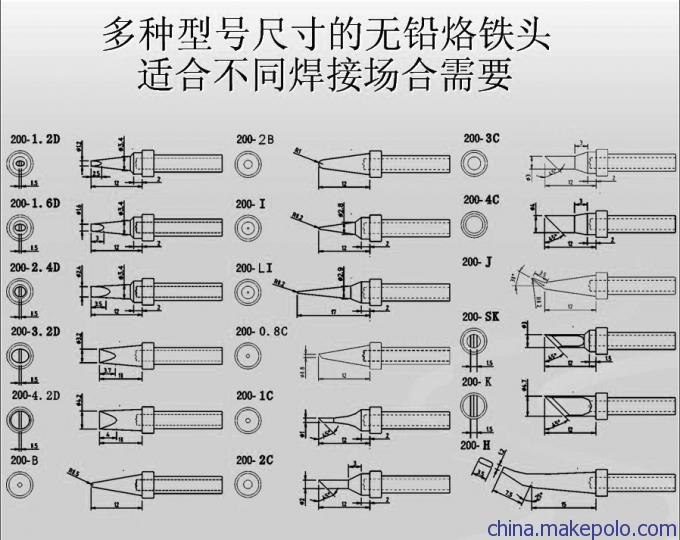
图示标的是900M—T-S3烙铁头,是较粗的一种尖型烙铁头,无铅环保型.总长41MM,尖的大小可根据客户需求从0.8MM-1.5MM灵活设计,头部呈球形.此烙铁头的适合点焊,最大的优势是导热快,上下锡流畅.0.8-1.5MM之间的焊点可以一次焊接好.而且在焊接过程中不用考虑烙铁头的方向性.
金加锡的烙铁头一个特点是,寿命长,导热均匀.不会让您在焊接线上不预测的突然坏掉而增加线上维护人员大量的劳动量,造成不可弥补的损失.也可避免那些劣质烙铁头寿命长短不一,很难在量上加以控制.了解更多请详情:谢谢!
附烙铁头的保使用和保养:
1、新的电烙铁头在使用前先蘸上锡,接通电源后等一会儿烙铁头的颜色会变,证明烙铁发热了,然后用焊锡丝放在烙铁尖头上镀上锡,使烙铁不易被氧化。在使用中,应使烙铁头保持清洁,并保证烙铁的尖头上始终有焊锡。
2、使用烙铁时,烙铁的温度太低则熔化不了焊锡,或者使焊点未完全熔化而形成不好看、不可靠的样子。温度太高又会使烙铁“烧死”(尽管温度很高,却不能蘸上锡)。另外也要控制好焊接的时间,电烙铁停留的时间太短,焊锡不易完全熔化,形成“虚焊”,而焊接时间太长又容易损坏元器件,或使印刷电路板的铜箔翘起。每一两秒内要焊好一个焊点,若没完成,宁愿等一会儿再焊一次。
焊接方法:
1.将烙铁头放置在焊盘和元件引脚处,使焊接点升温。
2.当焊点达到适当温度时,及时将松香焊锡丝放在焊接点上熔化。
3. 焊锡熔化后,应将烙铁头根据焊点形状稍加移动,使焊锡均匀布满焊点,并渗入被焊面的缝隙。焊锡丝熔化适量后,应迅速拿开焊锡丝。
4. 拿开电烙铁,当焊点上焊锡已近饱满,焊剂(松香)尚未完全挥发,温度适当,焊锡最亮,流动性最强时,将烙铁头沿元件引脚方向迅速移动,快离开时,快速往回带一下,同时离开焊点,才能保证焊点光亮、圆滑、无毛刺。用偏口钳将元件过长的引脚剪掉,使元件引脚稍露出焊点即可。
5.焊几个点后用金属丝擦擦烙铁头,使烙铁头干净、光洁。 如果烙铁头“灰暗”,看不见亮光,热的烙铁不能蘸上锡,就是烧“死”了,这时可用洗碗用的金属丝把烙铁头擦干净,再用焊锡丝镀上锡。实在不行就拔了电源,待烙铁凉了,用锉刀或沙纸打亮烙铁头,插电,蘸锡。
| 研发背景 | 行业地位 | 产品叙述 | 优势特点 | 技术指标 | 服务项目 | 保养要求 |
| 1:参考欧美外层处理技术2:学习过日本精加工技术。3:参考客户产品特性。4结合我司15年的生产经验。 | 所做烙铁头型号最多,品种最全,在同行业中占绝对优势。 | 设计精良,头部根据客户产品要求误解差可控制在一个丝之内 | 高温下能防止氧化,耐腐蚀能力强,尖部在380度可控制在50000个焊点以上。 | 排除上锡不流畅,导热不均匀,尾部有不锈刚管,防止烙铁头粘发热芯不易插拔。 | 1:帮客户针对不同产品进行特殊设计2:帮客户解决烙铁头下锡不流畅3:帮客户解决烙铁头使用过程中寿命短4:帮客户解决烙铁头防静电性不好。 | 1:不要干烧2:不要用太差的助焊剂3:尽量在380摄氏度下使用烙铁头4:停止焊接的情况下关掉电源5:不要用手摸烙铁头的焊接面。 |










