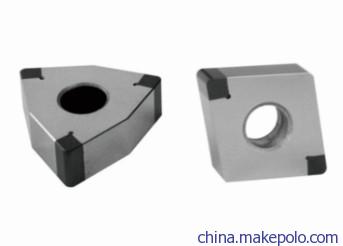
供应华菱超硬加工轴承用立方氮化硼刀片

郑州华菱超硬材料有限公司
中国 郑州
产品属性
图文详情
品牌推荐
品牌
华菱超硬
型号
CNMN120408,WNGA080408;CNGA120408;VNGA160408
类型
精车刀
材质
聚晶立方氮化硼
涂层
否
车刀角度
45,75,90,95
结构
机夹车刀
进口
否
是否标准件
是
加工定制
是
表面处理
打磨
刀模厚度
4.8mm
适用范围
各种淬火钢,中型轴承
规格尺寸
12.7mm
重量
0.008kg