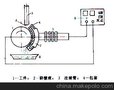
不锈钢电解抛光是利用金属在电解液中产生阳极溶解的原理去除工件上多余材料的一种加工方法。电解加工开始时,工件阳极与工具阴极的形状不同,工件表面上各点至工具表面的距离不等,因而各点的电流密度不同。距离较近处通过的电流密度大,电解液的流速也常常较高,阳极溶液的速度较快;反之,距离较远处通过的电流密度小,阳极溶液的速度较慢。当工具不断进给时,工件表面上各点就以不同的溶液速度进行溶解,工件的形状就逐渐接近于工具的形状,直到把工具的形状“复映”在工件上,得到所需要的形状为止。

电解抛光主要工艺为:除油--水洗--除锈--水洗--电解抛光--水洗--中和--水洗--钝化--包装。
电解抛光的主要特点:
1、抛光的表面不会产生变质层,无附加应力,并可去除或减小原有的应力层。
2、对那些难于用机械抛光的硬质材料﹑软质材料以及薄壁﹑形状复杂﹑内壁及孔内抛不到的零件和制品都能使用电解抛光加工;
3、抛光时间短,而且可以将多件工件同时
抛光,提高生产效率;
4、电解抛光所能达到的光亮度与原始表面粗糙度有关,一般可提高两级。但由于电解液的通用性差,使用寿命短和强腐蚀性等缺点,电解抛光的应用范围受到限制。
5、电解抛光主要用于表面粗糙度小的金属制品和零件,如反射镜﹑不锈钢餐具﹑装饰品﹑注射针﹑弹簧﹑叶片和不锈钢管以及不锈钢水槽配件等﹐还可用于某些模具和金相磨片的抛光
通过了解了不锈钢电解抛光的原理和特点,我们可以知道电解中应注意哪些细节问题,这样才能减少消耗,提高加工效率。
不锈钢抛光选择电解抛光的优势:
1)不锈钢电解抛光设备是采用电法学抛光的工艺,设备操作非常简单。全采用一键式操作,只要按照厂家提供的生产参数设定整个流程只需要5分钟内疚可以完成,电解出来的产品即没用手工抛光所覆盖的蜡,易清洗,只需要简单的用清水清洗及可。
2)生产成本方面,可以用一句话大概概括,是普通的手工抛光成本的1/4。抛光主机采用变频技术,高效节能。
3)厂地要求,只需要占地10平米的面积来放电解槽就可,其他的空间由厂家自己决定安排。

不锈钢电解抛光前处理
很多朋友做出来的不锈钢产品有记号,和焊巴印,电解不亮,和有白点,麻点等。不锈钢电解抛光第一步要除油-除锈-活化。除油最好采用酸性除油剂,这样的话对电解液损耗要少很多,同时除油的过称可以简单除出去氧化皮。除锈可以选用本公司的除油除锈二合一的电解液,可以一步到位。活化的可以先用30%的盐酸水去活化。
不锈钢电解抛光挂具要求
不锈钢抛光专用挂具要求需要适合每个产品与挂具的接触点紧铸,这样电解抛光出来的产品才光泽无暇,亮度持久,每个产品大小不同,挂具的制作就不同.
不锈钢电解抛光前处理:除油清洗--三道活水洗--活化(10%硫酸溶液)--三道活水洗--电解抛光--三道或水洗--中和或钝化--三道活水洗--烘干---包装出库。
临沂通达电子设备厂生产的不锈钢电解抛光设备、电解抛光挂具。材料均国外进口,出厂前已经进行过严格的质量检测。欢迎广大客户来电咨询:15615176134,孙经理。