'
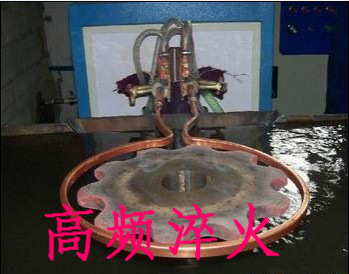
高频感应淬火、高频举报淬火、表面淬火我们更专业
基本原理:
将工件放在用空心铜管绕成的感应器内,通入中频或高频交流电后,在工件表面形成同频率的的感应电流,将零件表面或局部迅速加热(几秒钟内即可升温800~1000℃,心部仍接近室温)若干秒钟后迅速立即喷(浸)水冷却(或喷浸油冷却)完成浸火工作,使工件表面或局部达到相应的硬度要求。
加热频率的选用:
室温时感应电流流入工件表层的深度δ(mm)与电流频率f(HZ)的关系为
频率升高,电流透入深度降低,淬透层降低。
常用的电流频率有:
1、高频加热:100~500KHZ,常用200~300KHZ,为电子管式高频加热,淬硬层深为0.5~2.5mm,适于中小型零件。
2、中频加热:电流频率为500~10000HZ,常用2500~8000HZ,电源设备为机械式中频加热装置或可控硅中频发生器。淬硬层深度2~10 mm。适于较大直径的轴类、中大齿轮等。
3、工频加热:电流频率为50HZ。采用机械式工频加热电源设备,淬硬层深可达10~20mm,适于大直径工件的表面淬火。
感应加热表面淬火应用:
与普通加热淬火比较具有:
1、加热速度极快,可扩大A体转变温度范围,缩短转变时间。
2、淬火后工件表层可得到极细的隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。
3、经该工艺处理的工件不易氧化脱碳,甚至有些工件处理后可直接装配使用。
4、淬硬层深,易于控制操作,易于实现机械化,自动化。
5、火焰表面加热淬火
安全生产:
热处理车间、工段的安全管井应符合国家分布的有关法规或条例,关设置必要的劳保、消防、急救、环保、通风、照明用品及设备。其车间内一定要制定一套符合标准要求的、更具体的安全操作文件,并在生产中严格执行。
适于中碳钢35、45钢和中碳合金结构钢40Cr及65Mn、灰口铸铁、合金铸铁的火焰表面淬火。是用乙炔-氧或煤气-氧混合气燃烧的火焰喷射快速加热工件。工件表面达到淬火温度后,立即喷水冷却。淬硬层深度为2~6mm,否则会引起工件表面严重过热及变形开裂。
服务全国:
河南 郑州 开封 洛阳 焦作 新乡 平顶山 鹤壁 安阳 濮阳 许昌 三门峡 南阳 漯河 信阳 周口 驻马店 商丘 济源 江苏 南京 连云港 无锡 苏州 吴江 无锡 太仓 吴江 嘉兴 常州 淮安 徐州 盐城 镇江 南通 泰州 宿迁 扬州 浙江 杭州 温州 舟山 绍兴 宁波 嘉兴 湖州 金华 台州 丽水 衢州 安徽 合肥 马鞍山 蚌埠 黄山 阜阳 亳州 六安 巢湖 铜陵 淮北 淮南 芜湖 安庆 滁州 宿州 宣城 池州
产品图片:









'



