HDPE打孔波纹管是在波纹管凹槽处打孔,管外四周包覆针刺土工而成。根据波纹管内部结构可分为单壁透水波纹管和双壁透水波纹管。由于HDPE打孔波纹管产品的管孔在波谷中且为长条形,有效的克服了平壁管打孔产品易被堵塞而影响排水效果的弊端,针对不同的排水需求,管孔的大小可为10mm x 1mm - 30mm x 3mm,并且可以在360度、270度、180度、90度等范围内均匀分布。HDPE打孔波纹管广泛用于公路、铁路路基、地铁工程、废弃物填埋场、隧道、绿化带、运动场及含水量偏高引起的边坡防护等排水领域以及农业、园艺之下灌溉、排水系统。HDPE打孔波纹管与软式透水管、塑料盲沟已成为我国土木工程建设渗水、排水)中三大主要产品。
主要技术指标:
※管材内壁光滑,色泽均匀一致,管壁无气泡、裂口、分解变色线及明显饿杂志;
※垂直加压至外径的40%,立即卸荷,试样不破裂,不分层;
※温度在0℃,高度1M的条件下,用重量为1Kg的重锤,冲击10次,应9次以上无开裂;
※透水孔均匀地打在波谷高度的1/2以下,打在波谷高度1/2以上的孔数不大于总数的10%;
※透水面积≥45m2/M;
※纵向回缩率≤3.0%;
※弯曲度%≤2;
※环刚度≥6.3KN/m2。
高密度聚乙烯双壁波纹管安装与敷设
1、管道的进场堆放及运输
2、管道运输:短距离搬运,不应在坚硬不平地面或石子地面上滚动,以防损伤管道。
3、管道进场检验
4、管道存放
5、管道基础不良地段基础处理及垫层施工
HDPE双壁波纹管管道安装施工工艺
1管材选用
本工程的污水管道采用明挖施工,管材选用HDPE双壁波纹管,环刚度≥4000N/m2。
HDPE管安装前应进行管材外观质量的检查,要求如下:管材的颜色应一致、无色泽不均及分解变色现象;管材的内外壁应光滑、平整、无汽泡、无裂口、无明显痕迹和凹陷;管材端面应平整,并垂直于轴线;管材不得有异向弯曲,直线度公差应小于3‰;管材应完整无损、浇口、溢边应修平整,内外表面光滑、无明显裂纹。经外观质量检查不合格者不得使用。
2施工原则
管道在管底标高和管基质量检查合格后,所用管材、管道配件及其材料经抽样检查(按根或件数的10%)合格后,方进行铺设,并按以下的原则进行实施:
3根据管径大小和现场情况,采用人力下管和吊车下管相结合。下管时应将管道排好,然后对线校正,严格控制中线和标高,自下游向上游进行下管。
4管道稳定后,应再复核一次流水位的高程,使管道的纵坡符合设计要求后方可进行下一工序的施工。
5管道安装
5.01 管节安装从低处开始,使接头面向上游,每节涵管应与垫层或基座紧贴。
5.02 敷设完毕必须清理管内杂物。
5.03 管道安装经监理检验合格后,中间的检查井穿插同步施工。回填四砂应在两侧管腔同时对称进行,满足压实度要求。
6、下管
考虑到管径较大情况,确定使用机械将管道放入沟槽。下管时采用软带吊具,平稳下沟,不得在沟壁与沟底激烈碰撞,以防管道损坏。同一批次的产品下管时按厂家提供的管段编号顺序下管。
六、HDPE管材的接口处理方法
1承插式连接如下(DN≤500):
管道接头应采用弹性密封橡胶圈连接的承插式接口,橡胶圈接口应遵守下列规定:
1.01接口前,应先检查橡胶圈是否配套完好,确认橡胶圈安放位置及插口的插入深度。
1.02接口时,先将承口的内壁清理干净,并在承口内壁及插口橡胶圈上涂润滑剂,然后将承插口端面的中心轴线对齐。
1.03接口方法应按下述程序进行:DN400及其以下管道,先由一人用棉纱绳吊住被安装管道的插口,另一人用长撬棒斜插入基础,并抵住该管端部中心位置的横挡板,然后用力将该管缓缓插入待安装管道的承口至预定位置;DN400以上管道可用两台手扳葫芦将管节拉动就位。接口合拢时,管节两侧的手扳葫芦应同步拉动,使橡胶密封圈正确就位,不扭曲、不脱落。
七检查井与管道的连接
1、管材与检查井相连,采用中介层法。即在管材与井壁相连接部位的外表面预先用聚氯乙烯粘接剂、粗砂做成中介层,然后用水泥砂浆砌入井壁内。
2、做中介层时,先用毛刷将管壁清理干净,然后均匀地涂刷一层聚氯乙烯粘接剂,紧接着在上面甩撒一层干燥的粗砂,固化10~20min,即形成表面粗糙的中介层。中介层的长度视管道砌入检查井内的长度而定,一般可采用0.24m。
3、当管道位于低洼、沼泽、地下水位高的地段时,为适应基础不均匀沉降,检查井与管道的连接,宜采用长0.8米的短管与检查井连接,然后再与整根管连接。砖砌或砼浇制部分设止水圈,管件与检查井相结合的表面砂浆应饱满,以防结合处渗水。
4、止水圈可由管材生产工厂配套加工生产,止水圈的材料和管材的材料相同,通过高温熔接的方法将它和管材融合成一体,它的位置应设置在墙体中部,轴向截面为梯形,高度不应小于50mm,上边宽20mm,底宽30mm,底面必须与管壁周边熔牢且不渗水。
5、HDPE管与井座接口施工图:
HDPE管与检查井连接大样图 |
八无缝钢管及螺旋缝钢管管道安装
钢管运至现场后,首先根据设备及管件位置进行排管,并在现场将每根钢管的具体长度丈量好,标注具体尺寸和排列位置,以便于接口时对号入座,采用吊车下管,下管过程中采用尼龙吊带进行吊装,以管道保温层的保护。
1修口、对口
修口集中在管道出厂前加工完成,为保证焊接质量,焊接前均进行全面检查、修正,使管子端面、坡口角度、钝边、圆度等,均符合对口接头尺寸的要求,个别钢管需在现场做坡口处理时,采用气焊切割,清除熔渣后再用砂轮打磨平整。
对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵向焊缝错开位置→第一次管道找直→调整对口间隙尺寸→对口找平→管道拉线找直→点焊
2焊接
接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每层施焊的引熄弧点须错开。
2.01管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙,应符合规范规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
2.02对口时应使内壁齐平,采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏查差应为0.2倍壁厚,且不得大于2mm。
2.03对口纵、环向焊缝的位置应符合下列规定:
a、纵向焊缝应在管道中心垂线上半圆的45°左右处;;
b、有加固的钢管,加固环的对焊焊缝应与管节纵向焊缝错开,其间距不应小于100mm;加固环距管节的环向焊缝不应小于50mm;
c、管道任何位置不得有十字形焊缝。
2.04定位焊时,定位焊缝所有焊条号(或牌号)应与正式焊接相同,但焊条直径可选细一些。定位焊缝的焊接电流要选得比正式焊接时大一些,通常大10%-15%,以保证焊透。
2.05管道的焊接:焊缝质量必须符合GB50268-97中4.2的有关规定,焊缝应平滑,宽窄一致,根部焊透,无明显的凹凸缺陷及咬边现象,焊缝加强面应高出管面约2毫米,焊出坡口边缘2-3毫米。
2.07管道与法兰焊接时,管道应插入法兰三分之二,法兰与管道应垂直,两者的轴线重合。
a、水平管道坡度不小于0.3%。
b、焊接前应检查施焊环境,焊接安装设备、焊接材料的干燥及清理,必须符合规范及焊接操作规定。
c、焊接双面焊件时,应清理并检查焊缝根部背面,清理缺陷后,方可施焊背面焊缝。规定清根的焊缝应在清根后进行外观检查后方可施焊。
d、管壁大于4mm的管道焊接前必须打坡口,坡口表面不得有夹层、裂缝、加工损伤、毛刺及焰切割熔渣等缺陷。焊接后药皮应敲干净,焊口应呈现均匀的鱼鳞状,不得有气孔、夹渣、裂纹、焊瘤等现象,咬肉长度应在规范要求内。
2.08大于20mm的放气阀门采用法兰连接,小于或等于20mm的放气阀门采用螺纹连接。
2.09管道转弯、穿墙及支吊架处,不应有接口和焊缝,管道穿越墙壁应预埋套管,套管直径应比管道保温外径大50mm。管道最高点设放气阀,最低点设放水阀。
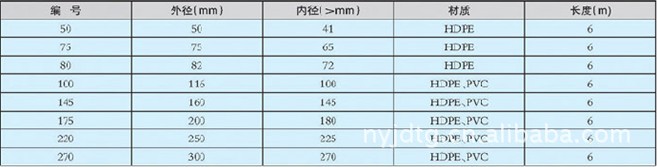
HDPE打孔波纹管型号规格: