'

以上报价仅供参考,详情请来电或旺旺咨询,网上直接拍的客户 ,拍前询问是否现货。拍好产品后一定联系客服修改运费,否则不发货哦,为了避免延误了收货时间造成双方不必要的损失,请拍前一定要联系客服,谢谢!

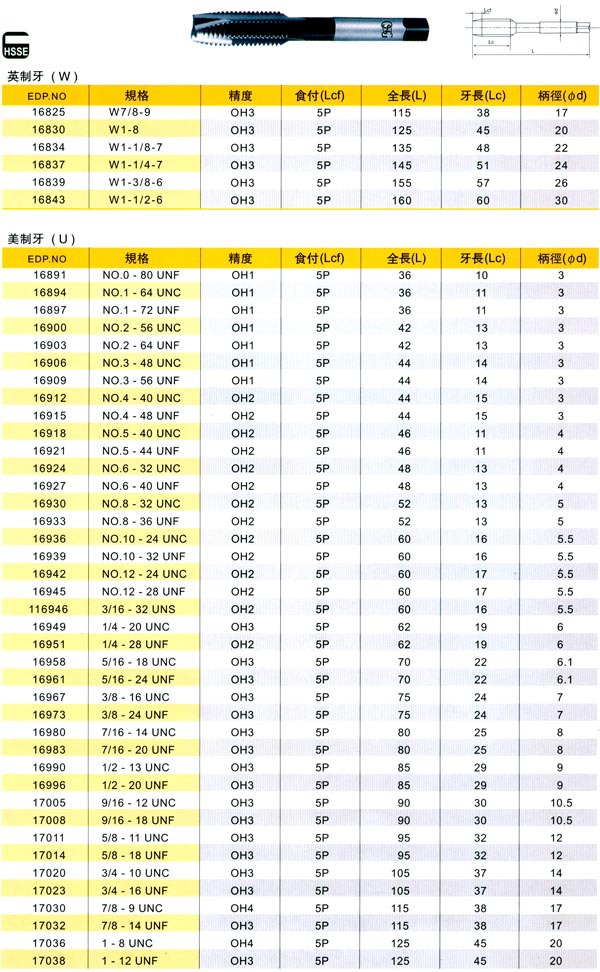
先端丝攻主要是用于各种通孔材料之螺纹被削作业。先端丝攻具有于一般之手用丝攻相同的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,藉以旋转推送切屑从孔的下方排出。由于先端丝攻具有此旋转排出切屑之功能,除可保持沟槽的清洁以减少切削时之抗力外,并能避免因切屑堵塞而造成丝攻的损害。因此先端丝攻可采用比一般之手用丝攻更快的速度来切削高精度之螺纹。



机用和手用丝锥
是切制普通螺纹的标准丝锥。中国习惯上把制造精度较高的高速钢磨牙丝锥称为机用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相同。通常,丝锥由工作部分和柄部构成。工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作,后者用以校准螺纹的尺寸和形状。
用途:供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。 丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。 对于小尺寸的内螺纹来说,丝维几乎是唯一的加工刀具。丝维的种类有:手用丝维、机用丝锥、螺母丝锥、挤压丝锥等
机用丝锥只有一根,材料一般是高速钢(因为切削速度较高),尾部一般没有方榫(当然也有例外)使用的时候是通过机床进行切削。
手用丝锥一般有两根或者三根,分别叫一锥。二锥和三锥,通常只有两根。手用丝锥材料一般是合金工具钢或碳素工具钢 。而且尾部有方榫。一锥的切削部分磨倒6个刃,二锥的切削部分磨倒两个刃。使用的时候一般通过专用扳手进行切削
先端丝攻切削过程中表面硬度的变化及影响
经过切削后的先端丝攻表面,其硬度往往是基体硬度的 120%~200%,即表面发生了硬化,硬化层的深度从几个微米到几百个微米,这种不经过热处理而由切削过程造成的硬化现象称为加工硬化或冷作硬化。这种表面层的硬化可以使零件的耐磨性提高,但是也增加了后续加工的难度和先端丝攻磨损。
由于在先端丝攻切削过程中,部分切削层的金属在螺尖丝攻挤压和摩擦下,发生了强烈的变形形成了已加工表面,因此已加工表面的金属晶格发生了扭曲,晶粒被拉长、破碎,阻碍了金属进一步变形而使金属强化,硬度显著提高。此外已加工表面还受到切削温度的影响,切削温度低于相变点时,金属弱化,硬度降低。切削温度高于相变点时则引起相变。所以,YAMAWA丝攻已加工表面的硬度是这些强化、弱化和相变综合作用的结果。研究表明:在已加工表面形成过程中,塑性变形已经达到表面以下相当大的深度,越接近已加工表面,变形硬化越严重。最表层为非晶质层,塑性变形非常剧烈,晶格均遭破坏。向下依次为塑性变形层、弹性变形层和基体。
'








