淬火轴承钢以车代磨用CBN刀具加工参数
欢迎来电 18239972783徐 可为您打造最优刀具方案
GCr15是一种最常用的高铬轴承钢,具有高的淬透性,热处理后可获得高而均匀的硬度。耐磨性优于GCr9,轴承钢淬火态的硬度般在HRC62-68;除了常用作滚动轴承套圈和滚珠外此外也可用作承受大负荷.要求高耐磨性.高弹性极限.高接触疲劳强度的其他机械零件及各种精密量具冷冲模等。如机床的滚珠丝杆,涡轮喷气发动机喷嘴的喷口.柱塞.活门.衬套等。
1,华菱超硬刀具车削GCr15淬硬钢时的切削参数
采用CBN刀具精车淬硬轴承钢时,其切削速度一般为80~180m/min,对于吃刀深度选择,如果机床刚性好,华菱超硬HLCBN刀具中BN-S20材质可大切深一次走刀完成淬火后的大部分余量;只留0.3mm左右作为精车余量;进给量根据粗糙度要求选择,经加工时适合0.1mm/r左右进给。

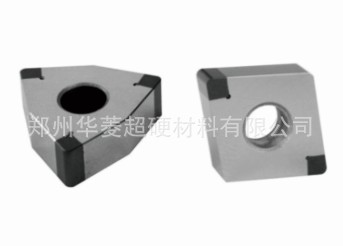
2,CBN刀具参数选用
CBN刀具参数粗加工或断续加工常选用0.2*20度负倒棱,其中整体式刀片带有装卡前角。精加工时已选择0.1mm宽的负倒棱;刀尖圆弧半径视具体清况选择。
3,CBN刀具加工淬硬轴承钢时注意事项
(1)干式切削,如因跟刀架等缘故需加水时,可采用华菱BN-H10牌号,其在湿切时更能取得较好的刀具寿命。
(2)CBN刀具牌号的选用:以车代磨轴承钢时,选用BN-H20,刀杆伸出要尽量短,以减小振动,来获得较好的表面粗糙度。如果是淬火后轴承钢加工余量大,推荐BN-S20刀具牌号。BN-S20最大单边切削深度可以达到7mm。

这两种加工淬火后轴承钢的刀具牌号均为华菱超硬经典刀具牌号,获得国家重点产学研科技攻关项目成果,韧性和寿命均在超硬刀具行业之冠。
郑州华菱超硬刀具牌号及使用范围
适合加工范围:
1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等合金铸铁;高锰钢等耐热耐磨钢的高硬度粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【可背吃刀量ap≤7.5mm大余量加工HRC45-HRC79硬度】
3,其他难切削材料类:高温合金、粉末冶金,难熔合金如碳化钨,镍基,钴基合金等的加工【可订做非标,来图来样加工】
4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】
刀具材质牌号类别:
刀具牌号 | 类别 | 应用范围 |
BN-K10 | 精加工 | 适用于灰铸铁和耐磨合金铸铁材料的连续精加工,如制动鼓、刹车盘、飞轮、缸套等工件的精车和高硬度铸铁材料的精加工。 |
BN-K20 | 适用于灰铸铁、球墨铸铁,粉末冶金材料的高速精加工,且适合高速精镗孔。 |
BN-H10 | 适用于硬钢材料的连续精加工或轻微断续精加工,如“以车代磨”齿轮、轴承等。 |
BN-H20 | 适用于硬钢材料的中/强断续精加工和超高速精加工,如各种仿形轴件和高精密齿轮、轴承的车削和小型内孔的加工。 |
BN-K1 | 粗精加工均可用 | 追求高的抗冲击性能,针对高硬度短铁屑工件研发,具备高硬度的同时,其抗冲击性能更优异,适合大余量粗加工高硬度铸铁件如高铬合金,高镍铬合金,冷硬铸铁,白口铸铁;广泛应用于矿山机械,冶金机械,水泥、电力设备耐磨备件行业。 |
BN-S20 | 抗冲击性和耐磨性的完美平衡,可用于粗加工,也可用于半精加工和精加工。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、大型铸钢件、淬火钢、氮化钢、渗碳钢材料的加工。 |
BN-S30 | 追求高耐磨性和适当的抗冲击性,适合于灰铸铁、球墨铸铁、合金铸铁及粉末冶金材料的高速精加工,且适合高速高效镗削、铣削加工, |
备注:其他材质新牌号,恕不另行通知。金属切削方面的加工难题,我们均可尝试为你解决。