华菱车削耐磨铸铁用cbn刀片、立方氮化硼刀片
销售热线18239972783 徐 QQ1638296648
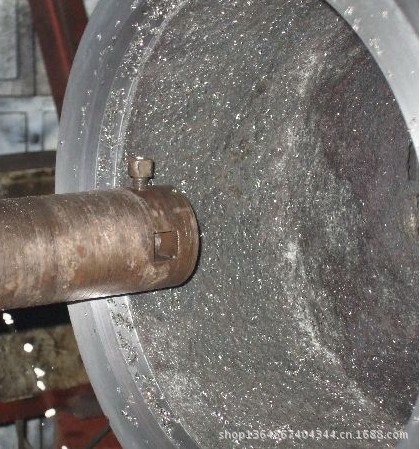
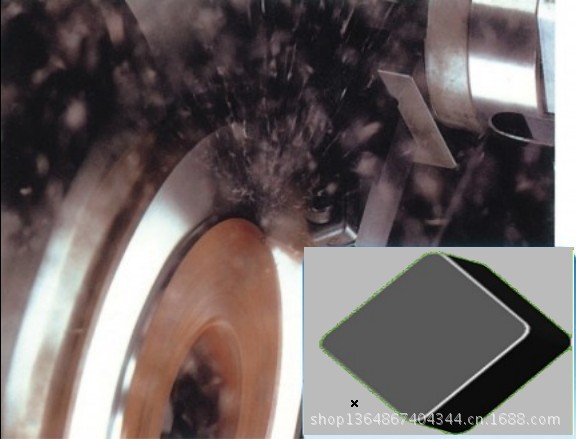
耐磨铸铁分为减磨铸铁和抗磨铸铁两类。前者是在有润滑剂,受粘着磨损条件下工作的,如机床导轨和拖板,发动机的缸套和活塞,各种滑块等。后者是在无润滑剂、受磨料磨损条件下工作,如轧辊、犁铧球磨机磨球,白口铸铁、高铬铸铁材质的矿山、建材、冶金机械配件均为抗磨铸铁,耐磨铸铁典型工件,如图:

耐磨铸铁加工难度:
(1)耐磨铸铁是典型的硬脆材料,表面硬度很高。粗加工时,单位切削力达3000MPa,强烈的冲击极易引起振动,加剧刀具的磨损。
(2)耐磨铸铁常被用来制作各种轧辊,结构尺寸大,加工余量也大,车削时要采用较大的切削深度和进给量,对刀具的强度和工艺系统刚性要求较高。
(3)耐磨铸铁具有高硬度和较高的热强度。特别是大件,切削时刀具连续工作时间长,刀具的温度很高,容易出现刀体变形或焊接刀片开焊的现象而使刀具损坏。
(4)耐磨铸铁表层组织为白口,性质硬而脆,当刀具切入或切出时,容易出现崩边现象,造成废品或损坏刀具。
(5)耐磨铸铁毛坯表面加工余量不匀和气孔、砂眼等铸造缺陷使切削时冲击较大,也容易损坏刀具。
郑州华菱立方氮化硼(CBN)BN-S30刀具,由于硬度、耐磨性和耐热性高于硬质合金和陶瓷等刀具材料,可以使用较高的切削速度切削硬度高(HS58~68)的耐磨铸铁,其切削效果明显高于使用其他刀具材料。
郑州华菱针对车削耐磨铸铁专门研发的BN-S30牌号的cbn刀片优势:
(1)切削速度高:用立方氮化硼刀片BN-S30切削耐磨铸铁,可以使用较高的切削速度。使用YG6X硬质合金刀具的切削速度只有6.6m/min,仅为立方氮化硼刀具的1/9。
(2)耐用度高:以Vc=40m/min、f=0.16mm/r的切削用量加工HRC55的冷硬铸铁,刀具耐用度为500min,而用陶瓷刀具加工时刀具耐用度只有5min。郑州华菱立方氮化硼刀具的耐用度是陶瓷刀具的100倍。
(3)加工精度和表面质量好:用硬质合金刀具车削HRC50的表面喷涂冷硬铸铁轧辊,表面粗糙度Ra为12.5μm;而使用郑州华菱cbn刀片车削,切削速度提高了,圆度误差很小,表面粗糙度Ra小于0.8μm。
(4)金属切除率高:用郑州华菱立方氮化硼刀具切削冷硬铸铁轧辊,可以获得极高的金属切除率。例如金属切除率达400cm3/min,刀具几乎没有磨损。
(5)可以代替磨削:ASH离心式泥浆泵是用极耐磨的耐磨铸铁(镍铬白口铁)制造的。这种材料极难切削,以前认为只能用磨削加工,但磨削时的高温会使工件产生热裂纹。现在可以采用华菱超硬立方氮化硼复合片以车代磨。这种刀具抗弯强度高,经得起冲击载荷。采用HLPCBN圆形刀片,粗车时,Vc=55m/min,αp=3mm,f=0.25mm/r;精车时,f=0.2mm,表面粗糙度Ra为0.8μm。
华菱超硬刀具牌号BN-S10,BN-S20,BN-K10,BN-K20在加工高硌白口铸铁和冷硬铸铁领域已经取得很好的效果;而BN-S30牌号刀具的研制成功,在加工耐磨铸铁的减磨铸铁领域取得重大突破,其耐磨性能和硬度更高,适合高速半精加工和精加工减磨铸铁材质工件。
加工耐磨铸铁工件请选用郑州华菱BN-S30牌号,质量三包,全程技术服务。