'
►BN-H10牌号:是细晶粒CBN刀具(0.5~5μm),可实现高速高精度加工HRC50以上淬火料,适合连续加工;如精车20CrMnTi渗碳淬火钢变速箱齿轮、齿轮轴、钢圈类零件中广泛应用,是一种实现高速高精度加工超硬合金和淬火钢件用CBN刀具材质,此刀具材质牌号除了标准数控刀片外,也可订做非标镗刀,切槽刀等成型内孔车刀,外圆车刀等。
►BN-H20牌号:采用晶粒度3~15μm混合晶粒的数控刀片,在断续加工以车代磨淬火钢件时,刀片抗震、不易打刀,如车削细长轴;断续切削带孔法兰盘零件;以及热后镗削加工带出油孔的内孔断续面;车削带内花键槽或外花键槽的断续面硬面加工,以及超高温合金的超硬加工中提高加工效率。此材质牌号除了标准数控刀片外,也可定制非标成型切槽刀,精车,精镗,精铣刀片及螺纹刀片等。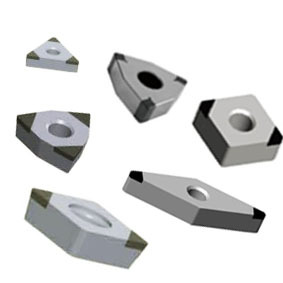
►BN-S20牌号:适用于淬硬工件加工余量大于1mm时使用,相对于BN-H10和BN-H20牌号背吃刀量限制0.3mm以内的精加工而言,BN-S20牌号加工淬硬钢时吃刀量可达7.5mm用于粗加工硬化钢。
►刀具牌号:BN-H10,BN-H20
►机夹刀片型号:CCGW09T304,CNGA120408,CNGA120404,WNGA080404,WNGA080404,DNGA150408,VNGA160404,TNGA160408等国标型号刀片。
►非标成型刀具:内孔车刀,镗孔刀,槽刀,仿型车刀等。
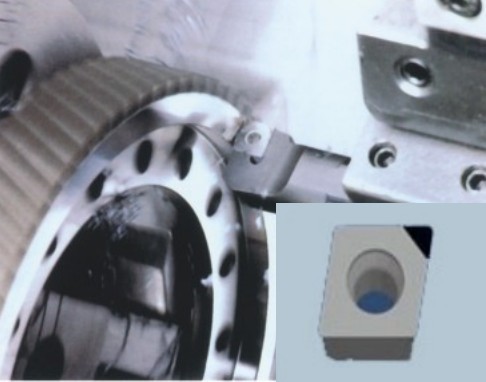
►适用机床:数控车床(数控立车及普通数控车)铣床(龙门铣床、数控铣床、刨铣床),镗削加工中心/车削加工中心/铣削加工中心,车铣复合加工中心,镗铣复合加工中心。
►齿轮、齿轮轴常用材质:20CrMnTi
►硬车刀具适合工序:20CrMnTi渗碳淬火后硬车削(以车代磨)。
►热后硬车加工常用牌号为BN-H10和BN-H20。
►热后加工的切削用量:线速度Vc=120-180m/min;走刀量:0.07-0.13mm/r。
'