
东莞市利名自动化科技有限公司属于天一电机旗下分公司,成立于2013年7月,是一家在短暂时间内取得飞速发展的高新自动化企业。公司有幸成为凯贺齿条公司大陆经销商,专业销售台湾凯贺(K.H)进口精密齿轮齿条。本公司拥有优秀的经销团队,专业的网络销售人员,完备的电子商务系统,公司秉持诚信经营,为顾客创利的经营理念竭诚为顾客提供最优质的服务,创造更大的价值。
精密齿条传动是大机床领域最重要的传动方法。随着大型镗铣床,龙门机床的发展,精密齿条的需求也越来越高。精密齿条以其高精度,高转速的优势成为顾客购买的最重要的原因。下面是台湾凯贺高精密齿条的详细介绍
·凯贺精密研磨齿条产品简介
1.优势:激光淬火后齿条齿轮获得硬面及软根部,齿面耐磨的同时保证齿轮整体机械性能的同时,更加吻合齿轮的使用要求.
2.高耐磨性:激光淬火处理的齿轮硬度高,金相组织化,耐磨性优于传统淬火工艺.激光淬火使组织产生压应力,提高齿轮的抗疲劳强度
3.变形小:激光淬火齿轮的齿廓变形量在0.01mm以内,无裂纹,能保持原有的表面精糙度,经激光淬火后的齿轮可以直接装机使用.
4.生产周期短:由于激光淬火变形小,一般不需要再磨齿,简化生产工序,提高生产效率,降低生产成本.
5.扩大齿条选材范围:可选用低价格的钢种制造齿条,通过激光淬火提高齿面硬度,保证使用要求.
6.激光淬火技术参数:
齿条材质:SC15中碳钢
淬火硬度:HRC50~63
硬化深度:0.5~1.2mm,层深可控.
·凯贺精密研磨齿条齿轮概述
齿条长度:一般常规品500mm和1000mm两种规格 精度等级:JIS2级、JIS3级、JIS4级、JIS5级、JIS6级。最高精度500mm精度误差0.023mm,1000mm精度误差0.025mm。 齿条模数:0.5~14mm 1.研磨级精度累计误差0.023mm/任意500mm; 5.材料多样性,既定有S45C中碳钢/SCM440铬钼合金钢,亦可根据客户需要灵活选材(接受非标产品订制标产品订制及特殊规格尺寸) |
一、齿条钢材:中碳钢S45C、红十字钢SCM440 二、齿型加工:直齿、斜齿 三、齿端加工:齿面精铣、齿面研磨 四、硬化热处理:高周波(高频)热处理、调质热处理 注:当选用的钢材为红十字钢SCM440的时候,一定要有热处理加工,因红十字钢SCM440的 硬度及稳定性很低,一般最低程度一定要选用调质热处理 |

·凯贺精密齿条启动前注意事项
1、首先先检查齿轮齿条的装配是否确实。
2、齿轮齿条接触点是否有偏向一端。
3、检查是否留有适当的侧隙,不要无侧隙使用 。
4、如果齿轮露在外面的话,请一定安装安全外罩加以防护,以确保安全。
5、在齿轮转动时,请不要触摸。
6、起动中有噪音及振动等异常时,请确认齿轮及组装状态。
·凯贺精密齿条行业应用
1:适用于重负荷、高精度、高刚性、高速度、长行程之CNC工具机、铣床、钻床、车床、加工中心、切割机械、木工机械、焊接机械、石材机械等;
2:适用于工厂自动化快速移载机构、机器人手臂抓取机构、智能立体仓库等。欧美机床和自动化领域已采用多年,首次引入中国。
·台湾凯贺齿条与国产、进口齿条优劣比较
1、与国产齿条相比,台湾齿条在精度和使用寿命上明显高于前者,完全采用进口机器、进口钢材、以及专业的技术人员精心制造,齿条耐磨性、精密度等得到最有效保证;
2、与众多的进口齿条相比,突显性价比优势,台湾齿条不仅提供媲美欧美、日本产品的精密品质,更在货期与价格上具备优势,得到行业内众多用户广泛好评,实测精度优于大部分国外进口齿条;
3、台湾凯贺齿条是台湾省内少数几个具备生产高精度研磨齿条的厂家;
4、厂家直销价格交期,具有不可替代的优势。

·凯贺KH精密齿条规格说明
| SHF | 规格 Specifications | |||||||
| 精度等级 Precision grade | JIS 5级 DIN 9 e 27 | 齿面硬度 Tooth hardness | 15HRC以下 | |||||
| 齿型 Gear teeth | 斜齿 Helical | 表面处理 Surface treatment | 精切削 Finish cutting | |||||
| 压力角 Pressure angle | 20° | 齿面处理 Treatment of tooth | 精切削 Finish cutting | |||||
| 材质 Material | S45C | 热处理 Heat treatment | —— | |||||
| 右旋角 RightHand Angle | 19° 31′ 42″ | |||||||
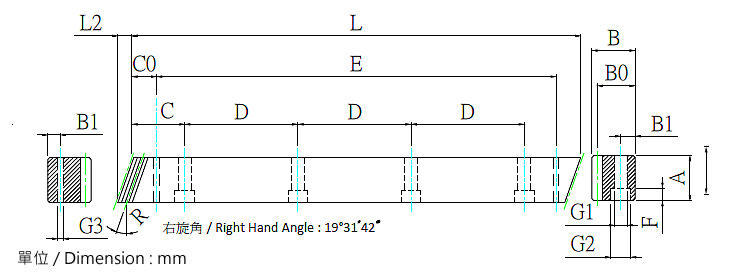
型号 | L | L2 | 齿数 | A | B | B0 | C | D | 孔数 | B1 | G1 | G2 | F | C0 | E | G3 | 总齿距误差/300mm |
SHF1.5-05 | 500.00 | 6 | 100 | 17 | 17 | 15.5 | 62.50 | 125 | 4 | 8 | 6 | 9.5 | 7 | 31.7 | 436.6 | 5.7 | 0.042 |
SHF1.5-10 | 1000.00 | 6 | 200 | 17 | 17 | 15.5 | 62.50 | 125 | 8 | 8 | 6 | 9.5 | 7 | 31.7 | 936.6 | 5.7 | 0.042 |
SHF2-05 | 500.00 | 8.5 | 75 | 24 | 24 | 22 | 62.50 | 125 | 4 | 8 | 7 | 11 | 7 | 31.7 | 436.6 | 5.7 | 0.044 |
SHF2-10 | 1000.0 | 8.5 | 150 | 24 | 24 | 22 | 62.50 | 125 | 8 | 8 | 7 | 11 | 7 | 31.7 | 936.6 | 5.7 | 0.044 |
SHF3-05 | 500.00 | 10.3 | 50 | 29 | 29 | 26 | 62.50 | 125 | 4 | 9 | 10 | 15 | 9 | 35.0 | 430.0 | 7.7 | 0.046 |
SHF3-10 | 1000.0 | 10.3 | 100 | 29 | 29 | 26 | 62.50 | 125 | 8 | 9 | 10 | 15 | 9 | 35.0 | 930.0 | 7.7 | 0.046 |
SHF4-05 | 506.67 | 13.8 | 38 | 39 | 39 | 35 | 62.50 | 125 | 4 | 12 | 10 | 15 | 9 | 33.3 | 433.0 | 7.7 | 0.048 |
SHF4-10 | 1000.0 | 13.8 | 75 | 39 | 39 | 35 | 62.50 | 125 | 8 | 12 | 10 | 15 | 9 | 33.3 | 933.4 | 7.7 | 0.048 |
SHF5-05 | 500.00 | 17.4 | 30 | 49 | 39 | 34 | 62.50 | 125 | 4 | 12 | 14 | 20 | 13 | 37.5 | 425.0 | 11.7 | 0.050 |
SHF5-10 | 1000.0 | 17.4 | 60 | 49 | 39 | 34 | 62.50 | 125 | 8 | 12 | 14 | 20 | 13 | 37.5 | 925.0 | 11.7 | 0.050 |
SHF6-05 | 500.00 | 20.9 | 25 | 59 | 49 | 43 | 62.50 | 125 | 4 | 16 | 18 | 26 | 17 | 37.5 | 425.0 | 15.7 | 0.055 |
SHF6-10 | 1000.0 | 20.9 | 50 | 59 | 49 | 43 | 62.50 | 125 | 8 | 16 | 18 | 26 | 17 | 37.5 | 925.0 | 15.7 | 0.055 |
SHF8-05 | 480.00 | 28.0 | 18 | 79 | 79 | 71 | 60.00 | 120 | 4 | 25 | 22 | 33 | 21 | 120.0 | 240.0 | 17.7 | 0.060 |
SHF8-10 | 960.00 | 28.0 | 36 | 79 | 79 | 71 | 60.00 | 120 | 8 | 25 | 22 | 33 | 21 | 120.0 | 720.0 | 17.7 | 0.060 |
·凯贺精密齿条使用注意事项
1:追加工注意事项
A、除齿面经淬火处理的产品外均可以施行追加工。但是为了避免产品精度下降,请勿对齿宽做消减加工。另外,对磨齿齿条及带装配孔系列的产品做追加工后可能引起精度下降
B、用台钳等夹住齿顶时,请注意调整夹压,不要压坏齿轮。压痕会导致产生噪音。
C、追加工后,需要对所有的棱角部做倒角加工,并去除毛刺。棱角部为锐角或留有毛刺等的产品在使用时非常危险,请多加注意。
D、材料为s45c及scm440的标准齿条产品可以进行齿面高频淬火处理,但要注意齿距精度的下降。
'





