手动压膜机操作手册
1. 作业前检查 (A) 检查温度感应器,并清除杂物使感温正常.
(B) 将本机之压膜滚轮,上下滚轮分离,并清除压膜滚轮上之杂质 ( 以无尘纸利用酒精将上下滚轮擦拭干净 )
(C) 视待压膜之尺寸大小,调整输入端滚轮上之导杆(入口处)的宽度及位置再锁紧固定螺丝.
(D) 检查上下两卷Dry Film (干膜)压合处是否密合,并调整至两端互相对齐后,再用单面胶粘住干膜滚筒套处,以防
止套滑动,造成上下两卷Dry Film不密合.
(E) 准备美工刀,P.C.B.板架,已预热之待压膜板子.
(F) 用干净布擦拭压膜机台.
2. 开机之程序 (压膜滚轮之预热)
(A)打开电源. (顺便检查紧急开关是否开着)
(B)打开加热器电源.
(C)打开气压阀.依各厂干膜之特性调整其压力.
(D)检查设定温度.(依各厂牌干膜特性而定)达到设定温度时才开始操作(稳定10分钟)
(E)温度设定调整方法: 取下压克力盖,按左手边(红色按纽之按钮,按到温度设定,在左手边第二按钮,到个位数Or十
位数Or百位数,可按 增Or 按 减按键,直到您需要之温度,本机最高温度可设定200度.
3.输送速度之调整 (drive)
(A)按下马达绿色按钮(NO),马达开始转动,红色按钮为(OFF)停止运转。
(B)马达的运转线速度的设定,根据客户实际要求设定其运转线速度(操作面板的走板的传动线速度VR)可调整
它的速度为旋转或有刻度标示。例:把面板上的传动VR调整到刻度标示的20指数,电动机转动一圈后应为它
的250MM(毫米),仪表显示相同数字,当它的数字显示一下上升的很高时,是仪表脉冲使数字变化的假
象,一秒后,回落正常值为时数线速数,仪表再电动机运转时它的显示数字会有变化为正常变化。
(C)仪表测量值显示窗口应为实际线走板(单位为毫米)长度调整面板VR电动机和线速显示同步的。
4.其仪表的显示为转速度
(A)其仪表显示窗口的是它的数值与面板传动速度VR调动改变快慢(根据客户的要求可自行调动面板)上的传动
速度VR。仪表的显示与客户调动面板VR应显示同步。
(B)仪表显示数不累计,关机会自己清除原数示,开机后重新显示其传速值。
(C)按开动马达按键(ON)绿色,马达起动,开始显示其转速值,按动马达(OFF)红色键后,仪表显示为自动
清除原数,仪表的相关数据已厂商设置好,无需客户更改设置,开机它会自动显示其转速数值.
5. 压膜
(A)当温度达到设定值时,待稳定10分钟后,即可开始压膜作业.
(B)转动压膜转钮,使上.下滚轮压合.
(C)将马达输送按钮按下,滚轮开始前进,(压膜前将气压电源开着),方可进行压膜.
(D)操作人员戴细棉质手套(无尘手套)取代压膜板子,将板子放于输送端滚轮上两导杆之间,送入压膜,且前后两片
板子之间,保留0.5 – 1 CM距离,继续送入压膜.
(E)在输出端(出口)取下已压膜板子,割去多余的边料并检查板子有无气泡,皱纹,异物残留板上或板内,再将板子插
于P.C.B.架上,准备对版曝光.
6. 关机之程序
(A)将马达”OFF”按钮,停止滚轮前进.
(B)将滚轮气压杆拨向,”OFF”使滚轮上下分开.
(C)将加热器按钮关掉.
(D)将电源关闭.
(E)将总电源开关关闭,顺便把气压电源关闭.
7. 自我检验方式
(A)压膜后,割膜人员须检查板子有无气泡.皱纹.干膜里面是否有膜屑.铜渣.等异物.板边干膜是否割整齐.(板边不
可残留干膜).若有以上缺点,则予以退洗重新刷磨,烘干再压膜.
(B)压完膜板子须静置15分钟以上才可曝光.
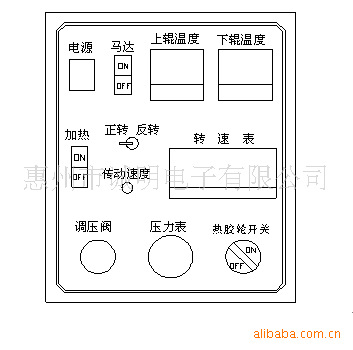
8. 机器开关之平面位置图
9. 保养:
日保养
(1) 以清洁洁软布擦拭或吸尘器吸除机台表面灰尘.
(2) 每日使用后以酒精擦洗滚轮,注意禁止用刀片或其它硬物刮除残留之药膜.
(3)以不透光纸张(黑纸)遮盖Dry Film以避免曝光(工作房大部份以黄色安全灯).
(4)当不压膜时一定要将滚轮分开,当停机达半小时以上时,请务必关掉.
周保养
(1)排气管”O”型环(管束)(在右下方)检查是否破损,若有则更换之
(2)若有静电消除棒,以毛刷清除静电棒之脏物,若有滚轮粘纸,检查及擦拭(用酒精)粘轮之脏物.
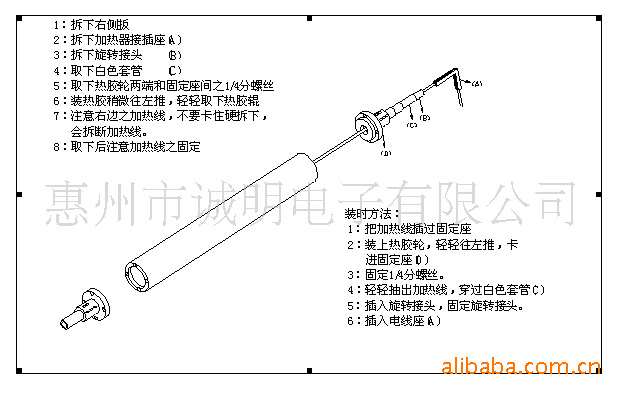
10.压膜轮更换示意图
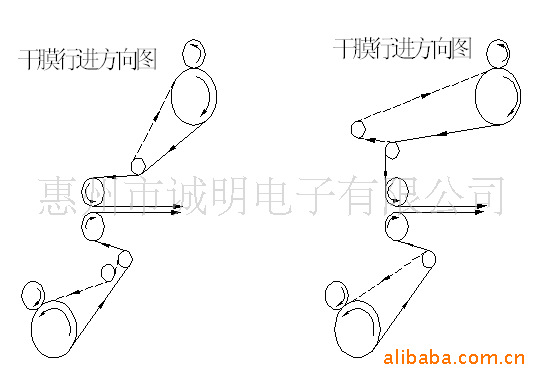
11.压膜机动作示意图