
| 超精镜面滚轧头 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2010-6-28 16:19:36 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
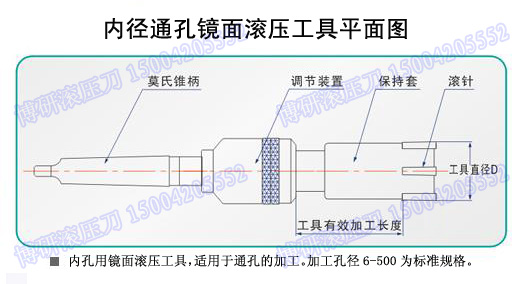
| 滚压刀结构图
超精镜面滾轧头是利用无切削滾压原理加工孔类和轴类零件的专用工具。金属表面凸峰部分产生塑性变形,使工件达到镜面。工件尺寸精度得到可靠的保证,耐磨性、耐腐蚀性、耐疲劳性明显得到提高。镜面滾轧头已经广泛应用于航空、汽车、摩托车、液压气动、机电等行业。稳定地提高了产品质量和工作效率,以精度高、价格合理深受广大用户好评。 一、产品性能 1、工件经粗加工后,用镜面滾轧就可以使表面粗糙值从Ra6.3um左右降低到Ra0.2um——0.05um之间。 2、有机械微调装置,偏差控制非常准确(5/1000mm以内),批量生产尺寸一致。通孔、盲孔、锥孔、外锥面、孔端面、阶梯轴都可以加工。 3、经过滾轧后的工作表面硬度可提高40HV,提高了耐疲劳强度。 4、本工具体积小,操作简单,长期使用维护费用低(部件有磨损可更换零件)。 5、可以在车、镗、钻、铣、数控加工中心和专用生产线上使用,取代并优于传统的磨、珩磨、研磨等工艺。 6、规格型号 用于加工通孔的NGT5-NGT350 加工范围:φ5mm-φ350mm 用于加工盲孔的NGM9-NGM350 加工范围:φ9mm-φ350mm 用于加工锥孔的NZG 加工范围:可根据要求制作 用于加工外锥面的WZG 加工范围:可根据要求制作 用于孔端面的DG 加工范围:可根据要求制作 用于加工阶梯轴外径的DGM3-DGM80加工范围:φ3mm-φ80mm (超出上述范围可根据用户订货要求生产) 7、本产品为莫氏锥柄,其它装卡形式按用户需要生产。 二、操作方法: 1、把轧头安装在机床尾座上,轧头不转动,工件转动。或把轧头安装在主轴上,轧头转动,工件不转。轧头通过工件一次即可将工件加工成镜面。 2、微调:握住轧头铝筒向后拉动并旋转,可微调轧头直径,每小格0.0025mm。 3、轧头与工件必须在同一轴线,使轧头顺时针或工件逆时针旋转。 4、轧头或工件继续旋转,轧头退出会自动缩径,不会损伤加工表面。 三、注意事项 1、工件表面硬度小于HRC40。 2、为了提高轧头寿命,滚轧时要有足够的冷却液,而且要及时注油清洗,用后要妥善保存。 3、工件要有足够的壁厚,应超过孔径的15%。壁厚不足时应在减少壁厚前进行加工,或用一个型架支撑周边。 4、加工盲孔时,轧头接近孔底约1毫米左右无法加工。 5、预留滚轧量(供参考)为了获得理想的滚轧余量。应根据工件本身的情况(主要是材质、硬度、轧前粗糙度等)有所选择,故批量生产前应试加工2-3件。
6、滚轧转速与进给量(供参考)
四、内径镜面滚轧头(标准型)
|
库存充足





安全提示:
交易过程中请勿使用阿里旺旺以外的聊天工具进行沟通,不要随意接收可疑文件和点击不明来源的链接,付款前务必核实网站域名和详细支付信息。
推荐安全软件:  淘宝安全中心
淘宝安全中心  淘宝浏览器
淘宝浏览器  腾讯电脑管家
腾讯电脑管家  360网盾 安全软件中心>>
360网盾 安全软件中心>>
博研滚压刀大卖场

掌柜:baihe629支付宝个人认证2013-05-03
所有宝贝
该店铺已签署消费者保障协议
已缴纳1000元保证金
店铺动态评分与同行业相比
- 描述相符4.8 低于0.83%
- 服务态度4.8 低于1.12%
- 发货速度4.7 低于3.14%
进入店铺 收藏店铺
本店搜索
- 关键字
- 价格
宝贝分类
- 查看所有宝贝
- 按销量 按新品 按价格 按收藏
- 内径滚压头
- 内径通孔滚压头
- 内径盲孔滚压头
- 外径滚压头
- 内锥孔滚压头
- 外锥面滚压头
- 端面滚压头
- 单滚型滚压头
- 双夹滚压头
- 单夹滚压头
- 槽型滚压头
- 滚压头专用配件
- 滚针/滚柱
- 保持架
- 芯轴
- 连接杆
- 套筒
- 调节铝壳
- 齿轮
- 弹簧
- 莫氏锥柄
- 压力轴承
- 高速钢
- 硬质合金
- 精轧抛光机
- 小型精轧抛光机
- 中型精轧抛光机
- 大型精轧抛光机
宝贝排行榜
- 销售量
- 收藏数

厂家镜面内径盲孔滚压刀 滚压头 挤压刀 挤光刀 滚压铰刀 滚光刀
¥500.00
已售出23件
内径通孔滚压刀/滚压头/深孔滚压刀/滚压铰刀/挤光刀/挤压刀
¥500.00
已售出14件
厂家内径盲孔滚压刀 挤光刀 滚光刀 滚压头 滚压工具 滚压铰刀
¥500.00
已售出3件
厂家直销 阶梯外径滚压头/滚压刀/滚压铰刀/挤光刀/滚光刀/挤压刀
¥1000.00
已售出2件
高速钢 滚压刀 滚压头 专用配件
¥10.00
已售出1件
查看更多宝贝





