'

产品介绍
聚甲醛(POM)学名聚氧化甲醛,又称赛钢、特钢。
- 性质:为结晶性热可塑性塑料,具明显熔点165~175℃,性质最接近金属,一般称其为塑钢优点: 1、具高机械强度和刚性
2、最高的疲劳强度
3、环境抵抗性、耐有机溶剂性佳
4、耐反覆冲击性强
5、广泛的使用温度范围(-40℃~120℃)
6、良好的电气性质
7、复原性良好
8、具自已润滑性、耐磨性良好
9、尺寸安定性优用途:电子电器:洗衣机、果汁机零件、定时器组件
汽 车: 车把零件、电动窗零件
工业零件:机械零件、齿轮、把手、玩具、螺杆
POM表面光滑、有光泽、硬而致密的材料,颜色呈淡黄色或白色,吸水性小,可在-40度至100度范围内长期使用。它的耐磨性和自润滑性也比绝大多数工程料优越,有良好的耐油、耐过氧化物性能,不耐酸碱和不耐紫外线的辐射,POM电绝缘性较好,几乎不受温度和湿度的影响。
聚甲醛分为均聚甲醛(POM-H)和共聚甲醛(POM-K)。均聚甲醛密度、结晶度、熔点都高,但热稳定性差,加工温度窄(10度),对酸碱的稳定性略差;共聚甲醛密度、结晶度、熔点较低,但热稳定性好,不易分解,加工温度宽(50度)。
POM的特性及用途:(1)低摩擦系数和很好的几何稳定性,特别适合制作齿轮和轴承;(2)良好的耐高温性能,可用于管道管件(管道阀门、泵壳体)、草坪设备等;(3)坚韧、有弹性、低温抗蠕变性;(4)高结晶导致其具有相当高的收缩率(1.2-3.0%);(5)熔点明显,一旦达到熔点,熔体粘度迅速下降。
- 如需了解更多有关POM相关资料,请点这里 !

产品物性表
| 性能项目 | 试验条件[状态] | 测试方法 | 测试数据 | 数据单位 |
| 物理性能 | 熔流率 | 190℃/1.05 kg | ASTM D1238 | 7.0 | g/10 min |
| 比重 | | ASTM D792 | 1.41 | g/cm³ |
| 机械性能 | 抗张强度 | 23℃ | ASTM D638 | 65.5 | MPa |
| 断裂伸长率 | 23℃ | ASTM D638 | 40 | % |
| 弯曲模量 | 23℃ | ASTM D790 | 3030 | MPa |
| 弯曲强度 | 23℃ | ASTM D79 | 91.0 | MPa |
| 悬壁梁缺口冲击强度 | 23℃ | ASTM D256 | 75 | J/m |
| 热性能 | 热变形温度 | 1.8 MPa, 未退火 | ASTM D648 | 127 | ℃ |
| 熔融温度 | | ASTM D3418 | 175 | ℃ |
产品实拍图


产品用途展示


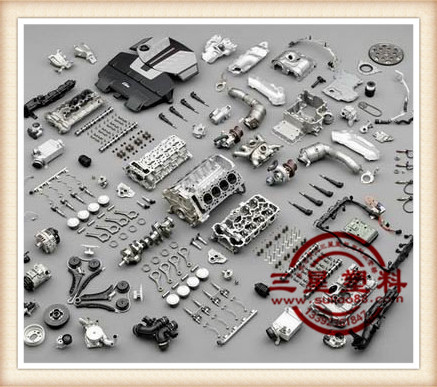
工程配件▲ 工业用途▲ 汽车零部件▲
汽车零部件▼ 汽车零部件▼


POM成型工艺要点
POM加工工艺条件(仅供参考,实际情况按具体牌号而定):
(1)干燥处理:若原料储存在干燥环境中,不需要干燥处理,干燥条件80-90℃,2小时。
(2)均聚甲醛熔点是190-230度,共聚甲醛熔点是190-210度。
(3)模具温度:80-105度,为了减少成型收缩率,可选用高一些的模具温度。
(4)注射压力:700-1200bar。
(5)注射速度:中等或偏高的注射速度。
'






