
一. 概述
金属韦氏硬度计有W-20、W-20a、W-20b、W-B75、W-B75bb、
W-BB75b、W-BB75bb、W-B92八种型号。其适用材料,硬度范围,试样尺寸详见表一。八种型号的仪器都可用于测量管材、板材和型材。对于其他无法用韦氏硬度计测量的材料(如棒材、铸件、锻件及更厚的、弯曲的铝合金材料以及装配件),可选用洛氏硬度计或巴氏硬度计进行快速硬度检测。对于厚度小于0.4mm的材料,使用韦氏硬度计时可能会产生“测砧效应”这时在被测材料的背面会出现一个小的变形痕迹,这种“测砧效应”会引起测量误差,痕迹越大,误差越大;材料越软,厚度越薄,这种误差也会于大。这时应使用表面洛氏硬度计。
韦氏硬度计可用于检查工件有无热处理用热处理效果,判定工件力学性能是否合格;用于确定工件是否为不适当的合金加工而成,间接判定材料合金成份是否合格;通过对韦氏硬度计和台式硬度计及拉伸试验机进行对比试验,可以确定某种产品的韦氏硬度合格值,利用这一数值,既可以在生产线上对产品进行工艺控制,也可以作为产品出厂合格检验和验收检验的依据。
韦氏硬度计的标准硬度块由6061铝合金制成,每个硬度块都经过检测并附有检测报告,硬度块的编号、硬度值、偏差及检定日期记录在检测报告上,硬度值和编号刻在硬度块上,硬度块的有效日期为两年。
二. 仪器结构
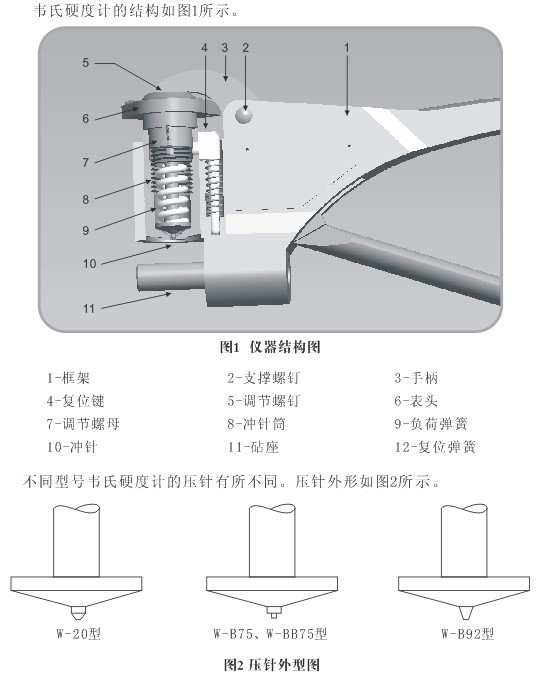
三. 主要技术参数
量
程:0~20HW
精
度:0.5HW
测量范围:见表一
仪器重量:0.5KG
表一仪器型号表
序号 | 型号 | 适用材料 | 硬度范围 | 试样尺寸/mm |
1 | W-20 | 铝合金 | 25~110 HRE 58~131 HV | 厚0.4-6内径>10 |
2 | W-20a | 厚0.4-13内径>10 | ||
3 | W-20b | 厚0.4-8内径>6 | ||
4 | W-B75 | 硬态或半硬态黄 铜、超硬铝合金 | 63~105 HRF | 厚0.4-6内径>10 |
5 | W-B75b | 厚0.4-8内径>6 | ||
6 | W-BB75 | 软态黄铜、紫铜 | 18~100 HRE | 厚0.4-6内径>10 |
7 | W-BB75b | 厚0.4-8内径>6 | ||
8 | W-B92 | 冷轧钢板、不锈钢 | 50~92 HRB | 厚0.4-6内径>10 |
四. 操作方法
将试样置于钻座和压针之间,压下手柄,直至感到已压到底。这时表头指针将指到一个读数,这个读数就是测得的硬度值。超过这个限度的过大压力并不会损坏硬度计,但是,这是不必要的。在读数时仍应握紧手柄,测试期间的任何扭转或移动都会使读数不准。
五. 校验与校正
5.1仪器的检验
5.1.1.满刻度检验
硬度计开口中不放置试样,直接将手柄握到底。硬度计指针应指向刻度20±0.5HW。如果测试读数不符合要求,应按照5.2.1的步骤进行满刻度校正。
5.1.2硬度块检验
用硬度计测试标准硬度块。对于W-20、W-20a、W-20b型韦氏硬度计,指针应指向硬度块上标定的硬度值,允许的最大误差为±0.5HW;对于W-B75、W-B75b、W-B92型韦氏硬度计,指针应指向5HW±0.5HW;对于TW-BB75、
W-BB75b型韦氏硬度计,指针应指向17HW±0.5HW。如果测试读数不符合要求,应按照5.2.2的步骤进行负荷弹簧校正。
操作者应经常利用硬度块对仪器进行准确性检查。如发现偏差,应进行校正。测试硬度块时,只准使用硬度块的正表面。
5.2仪器的校正
本仪器的校正包括满刻度校正和负荷弹簧校正。满刻度校正为仪器提供一个基准点,本仪器的基准点设置在满刻度20的位置。负荷弹簧校正为仪器提供一个参照点,这个参照点就是标准硬度块的已知硬度值。校正后应再次进行满刻度检验,读数应符合5.1.1的规定。
5.2.1.满刻度校正
硬度计开口中不放置试样,直接将手柄握到底。如图3所示,用小螺丝刀调整满刻度调节螺钉,使指针指向刻度20。如果指针指示数值偏小,应顺时针调整调节螺钉;如果指针指示的数值偏大,应逆时针调整调节螺钉。如果不能通过调整调节螺钉使指针指向满刻度20,应按照第六条的步骤更换压针
5.2.2.负荷弹簧校正
旋下支撑螺钉,将下手柄从主框架上取出,再从压针筒上取下表头,压针筒仍留在框架内。这时在压针筒内可看到带槽的调节螺母。如图4所示,用仪器配备的专用扳手旋动调节螺母。如果测试硬度块读数偏小,应逆时针旋转调节螺母,反之则应顺时针旋转调节螺母。调节螺母每旋转1/4圈,会使读数变化2~3格。调整后重新装上仪器进行硬度块检验。
重复上述步聚,直至满刻度和硬度块的读数均符合5.1的要求。
除正常校正外,不得随意转动调节螺钉。不得通过调整调节螺钉来校正测试标准硬度块的读数。
5.2.3. W-20a型韦氏硬度针的校正
先将校准套套到砧座上,再按5.2的校正步骤校正仪器。
六. 更换压针
如果通过调整调节螺钉无法使指针指到满刻度20,说明压针已经磨损,应更换新的压针。
压针的更换方法如下:
旋下支撑螺钉,将下手柄从主框架上取出,再从压针筒上取下表头,压针筒仍留在框架内。这时在压针筒内可看到带槽的调节螺母。如图4所示,用仪器配备的专用扳手取出调节螺母,再取出压针,换上新的压针。按5.2的校正步骤重新校正仪器。
更换压针后,用调节螺母对负荷弹簧的压力进行调整,在感觉到负荷弹簧的阻力后,螺母只要旋紧一圈即可。初次装调时,负荷弹簧压力过大会使压针尖端损坏。
七. 检验报告
检验报告应包括如下内容:
·材料的牌号和名称
·硬度计的型号和制造号
·各次测量读数值(精确到0.5个刻度)
·平均硬度值(精确到0.5个刻度)
·所采用的标准号
·检验者及检验日期
八. 标准配置
·主机一台
·标准硬度块一块(附检测报告)
·备用冲针一支
·专用扳手一个
·小螺丝刀一个
·说明书一份
·手提仪器箱一个
九. 可选附件
·备用压针
·标准硬度块
·表头玻璃
十.
维护与保养
本仪器属于精密仪器,其使用寿命主要决定于使用方法是否正确及维护保养是否及时妥当。使用中应注意以下诸点:
10.1防污损。仪器在使用中应经常用软布擦拭,除去附着在仪器表面上,特别是砧座和套筒支承面上的灰尖和污物。特别要防止从表盘缝隙或压针周围进入污物,从上述部位大量进入污物后会影响测量精度或造成故障。
10.2防锈蚀。尽管仪器的所有部件都做了防锈处理,但是如果维护不当或在不注意维护的条件下长期在生产现场使用,也有可能会使部分部件发生锈蚀。使用中应注意,除经常擦拭外,特别要注意防水,许多部件遇水后会锈蚀,表头内进水会发生锈死并使仪器报废。
10.3防跌落。本仪器由许多精密部件构成,如果发生跌落,将造成某些部件的永久性损坏。
10.4勿拆卸。本仪器测量精度的保证,依赖于一些精密部件的良好配合。
十一、影响测量精度的因素
11.1试样:试样表面应做清洁处理,试样上的污物,特别是细砂粒可能会影响测量精度。
11.2灵敏度:仪器在刻度4HW以下和17HW以上范围内,灵敏度明显降低,测量精度也随之降低.此时应考滤使用其他硬度计.
11.3试样边缘:测试时测量点到试样边缘的距离应大于5mm。靠近试样边缘会影响测量精度。
11.4相邻压痕:测试时应注意两相邻压痕之间的距离应该不小于6mm,否则前一压痕对后一次测量的精度将产生影响。
11.5氧化膜:坚硬的氧化膜尽管很薄,对铝型材硬度测量的精度也会产生影响,经验表明,厚度为10μm的氧化膜将会使硬度测量值偏高0.5~1HW。
11.6涂层:各种涂层都会严重影响测量精度,因此,要求用砂纸或溶剂除掉涂层之后再进行硬度测量。
11.7操作:操作不当会影响测量精度;
11.7.1使用使用中应注意经常检查仪器的准确性,核对仪器满度点(20HW)和校准点是否失准。发现不准应及时校正。
11.7.2试样表面应与压针垂直,试样底部应与砧座线接触,否则将会产生误差。
11.7.3试一次施加足够握力,缓慢加力将造成测量值偏低。
11.7.4在测试过程中,应避免试样扭动,否则将造成误差并损坏压针。



