德国马圈(PFERD)千叶轮

上海诚荀实业有限公司
上海市宝山区菊联路262弄180号
产品属性
图文详情
品牌推荐
品牌/型号
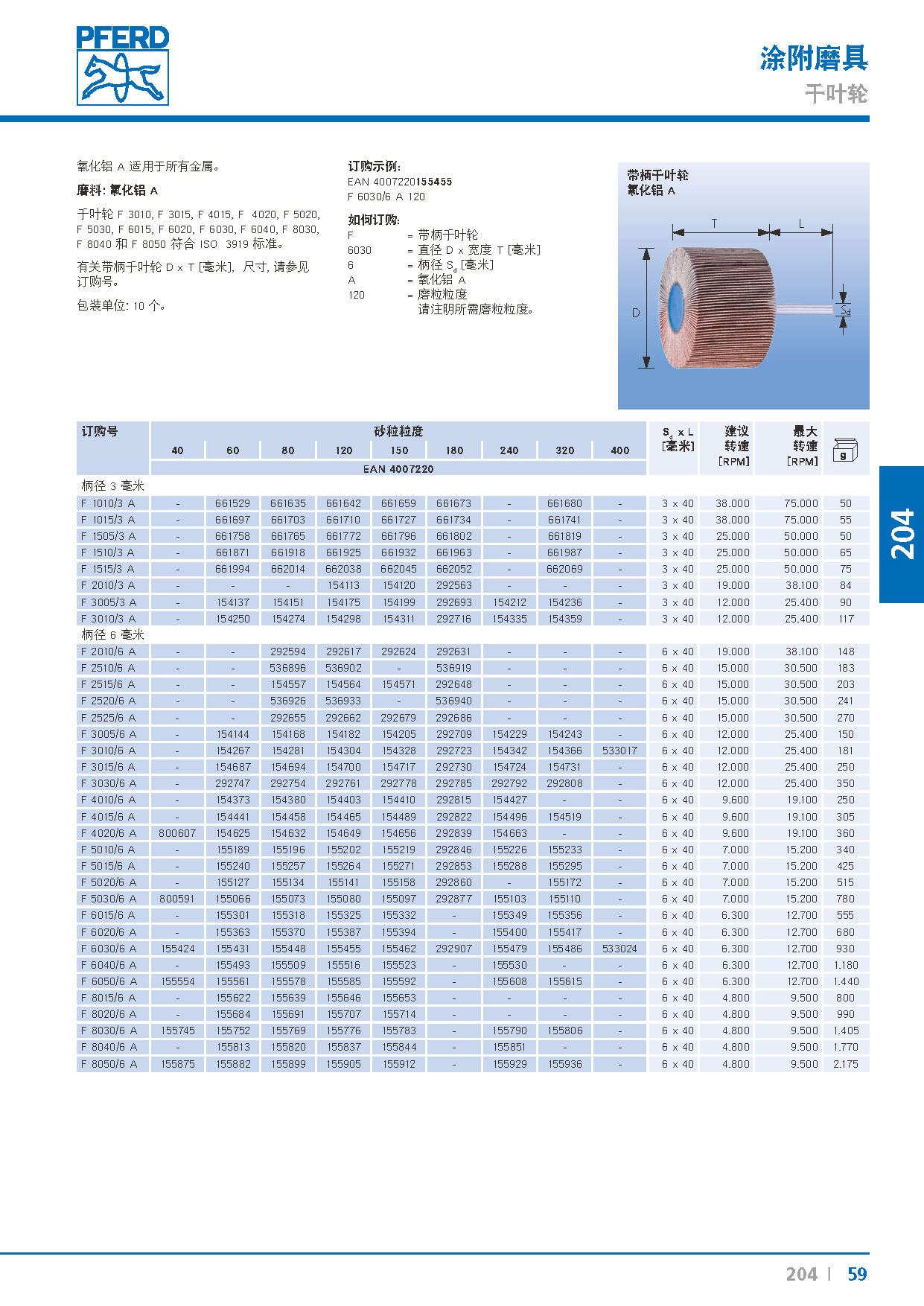
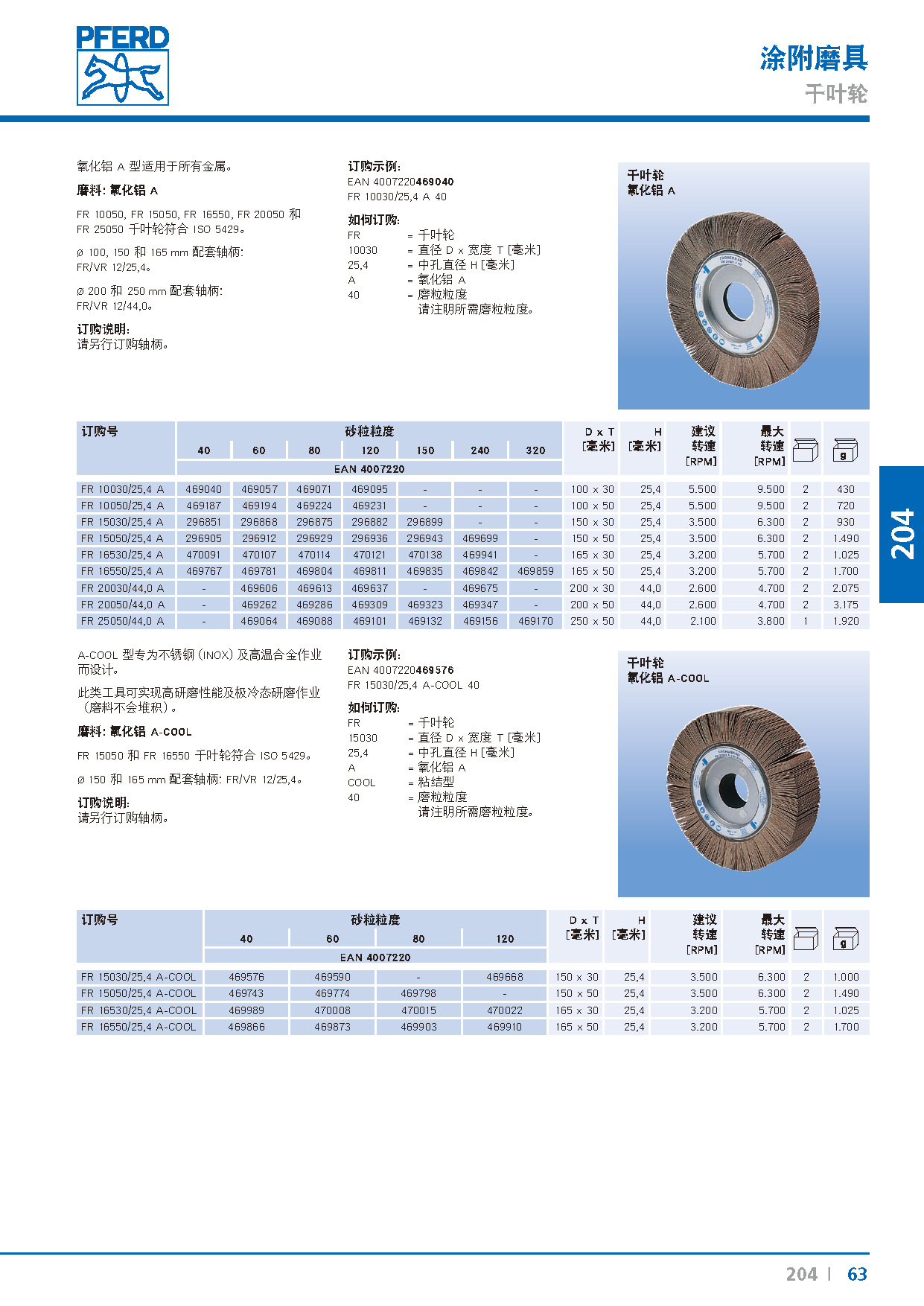
马圈(PFERD)/F 3030/6 A 80
品牌
马圈(PFERD)
型号
F 3030/6 A 80
种类
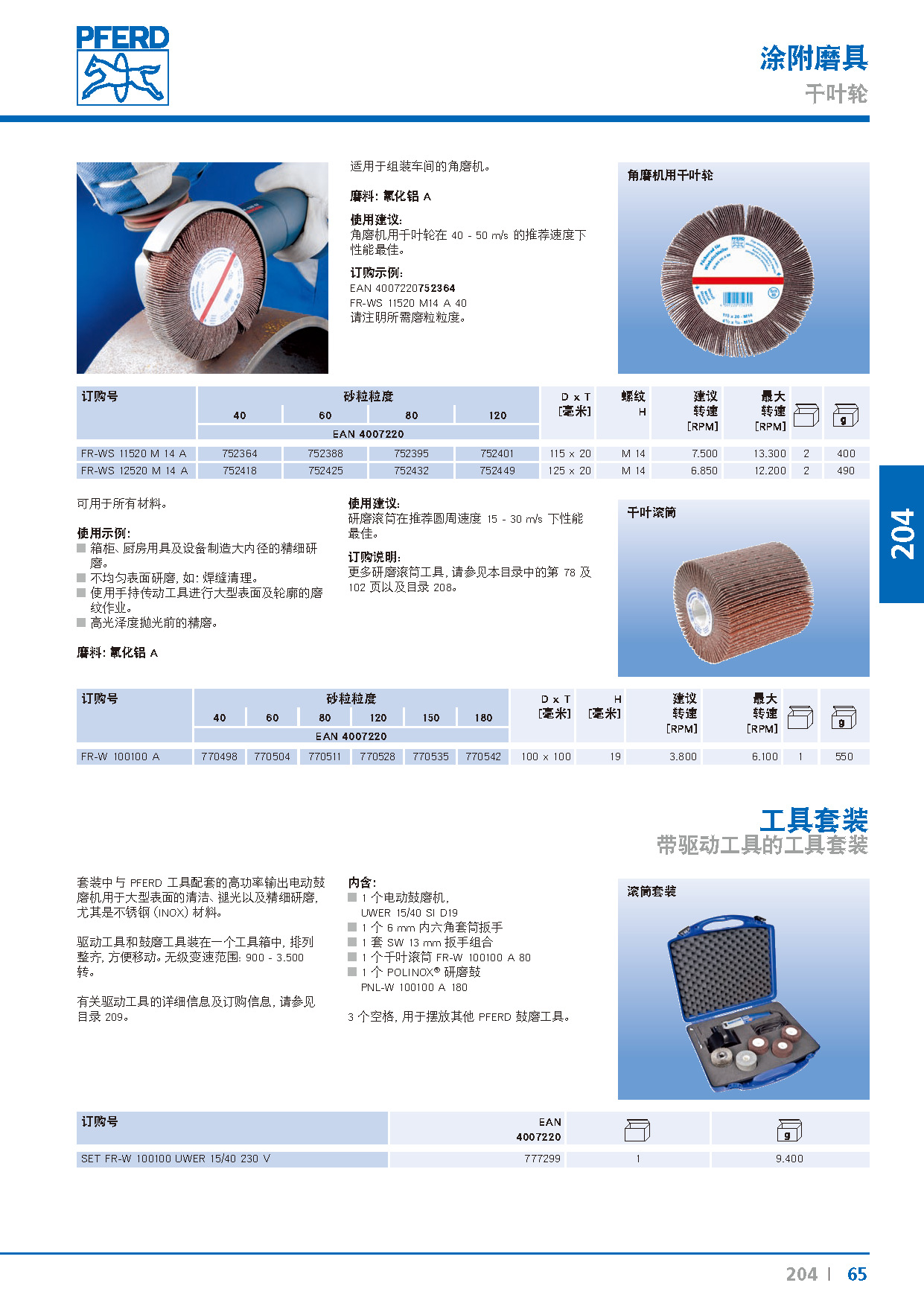
布轮
材质
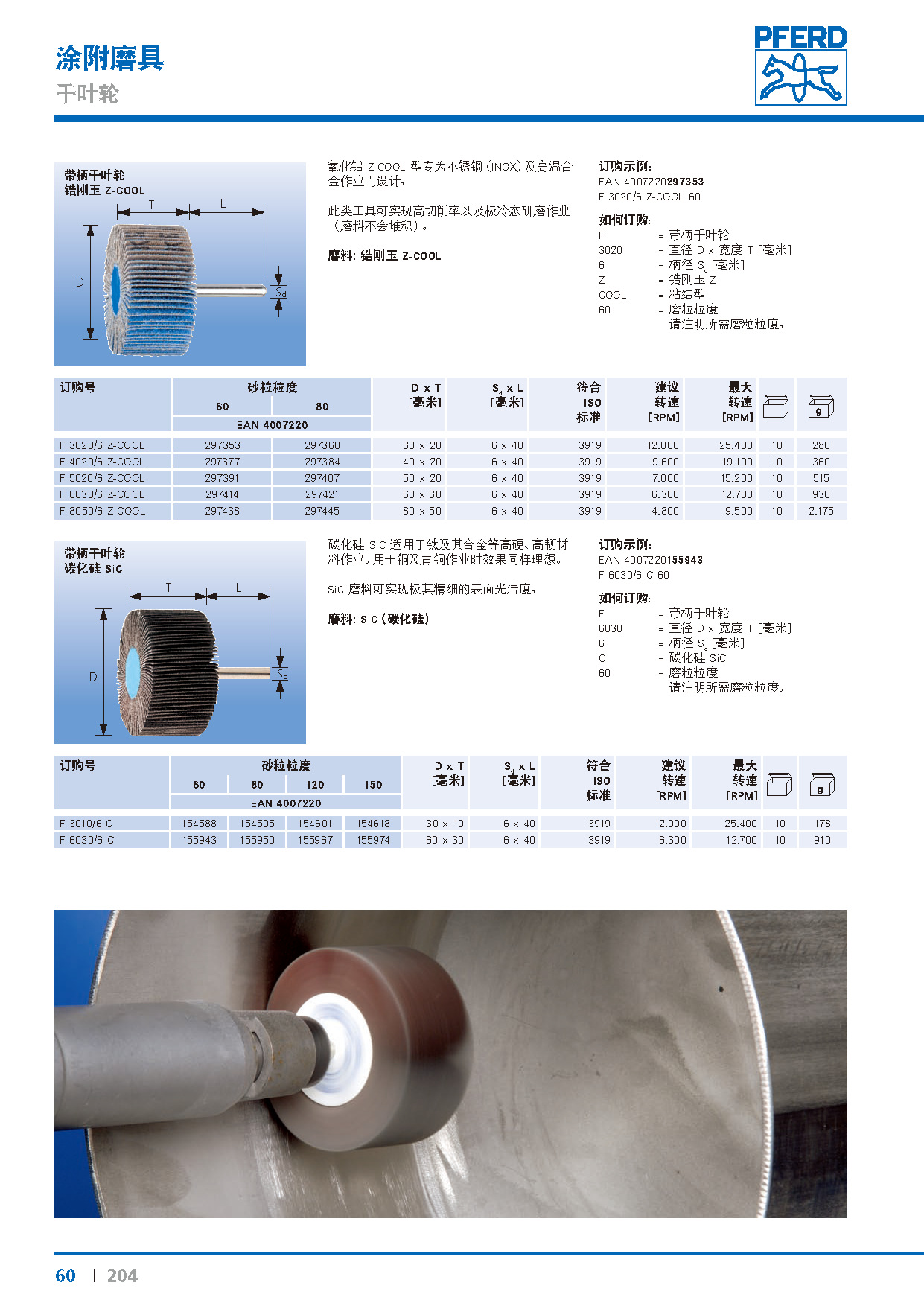
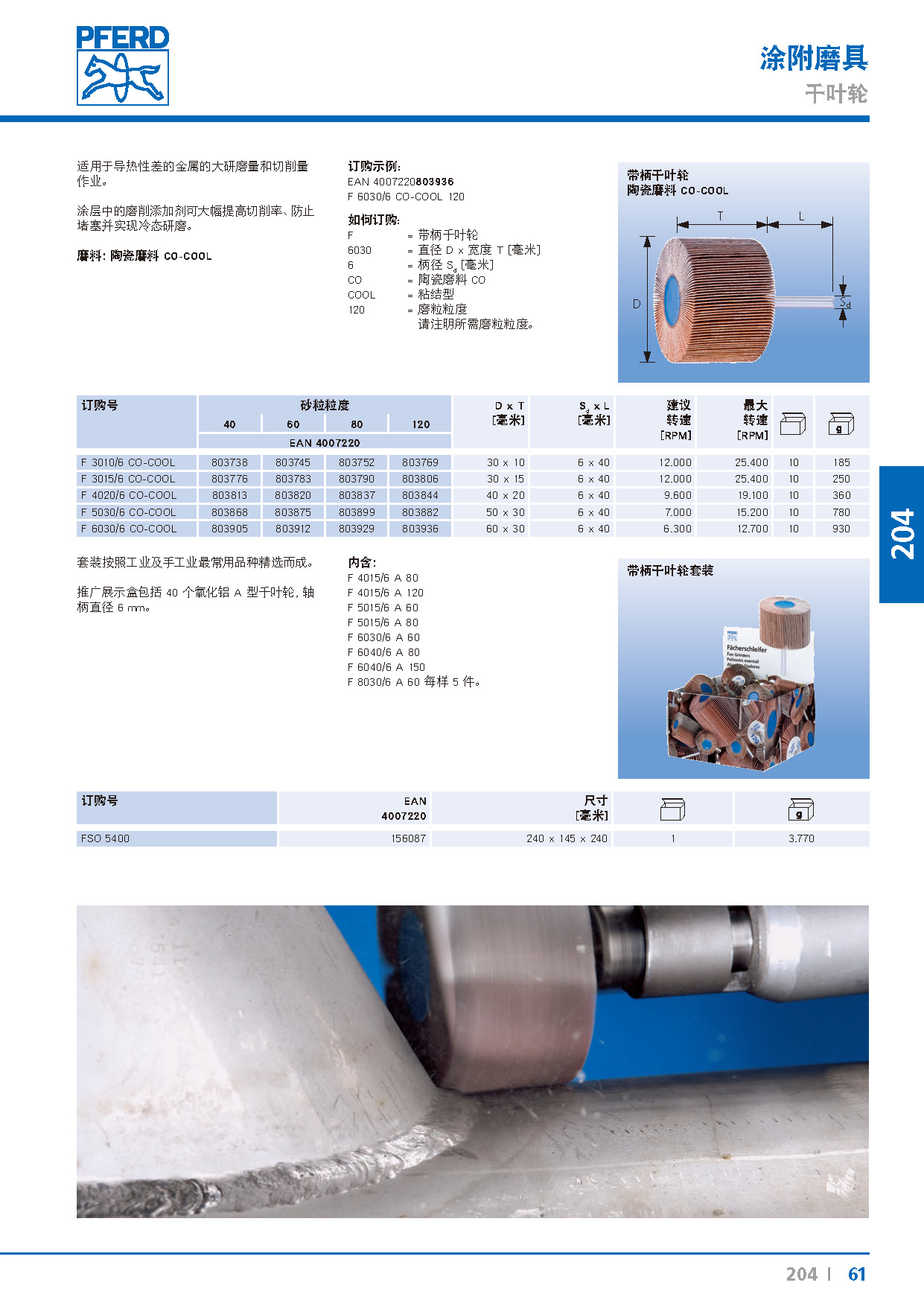
氧化铝 A
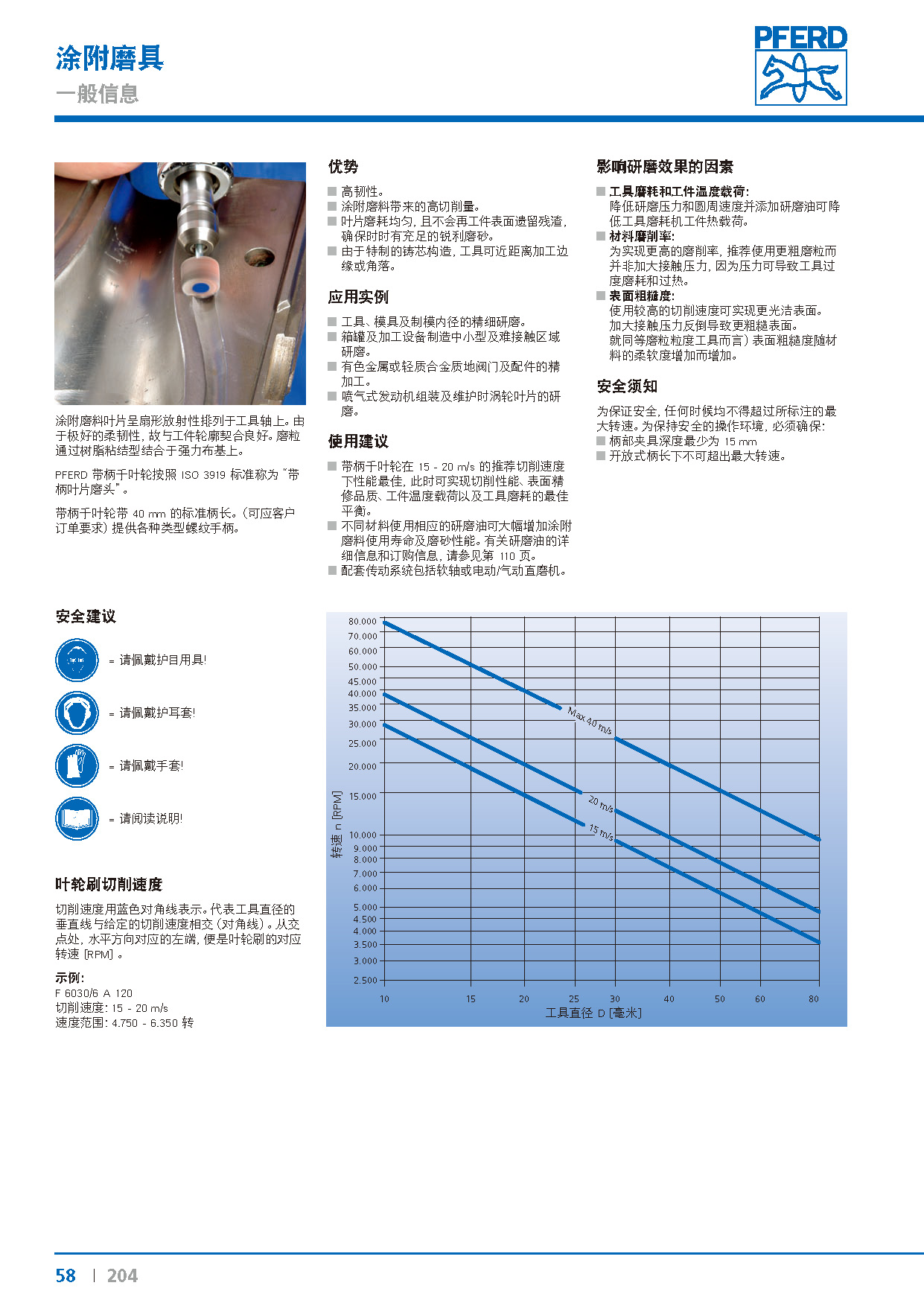
转速
25400(r/min)r/min
适用范围
金属件抛光打磨
加工定制
是
规格
F 1010/3,F 3010/3,F 2010/6