'
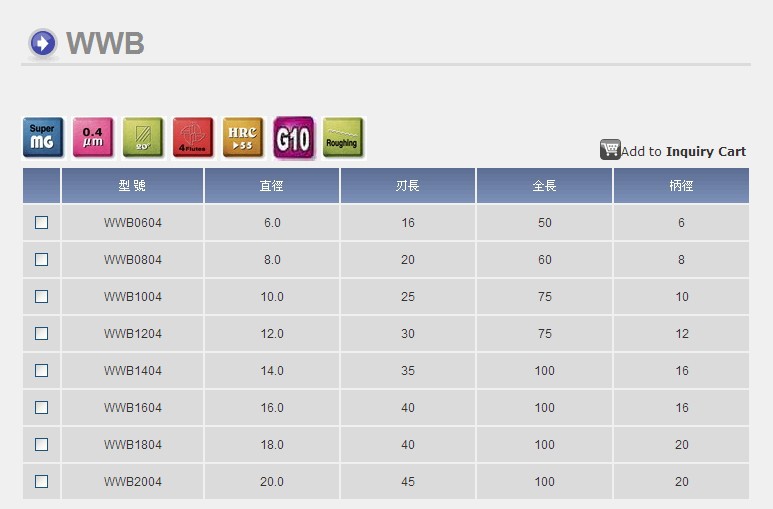
WWB
1: 屬於粗銑刀具;
2: 適合鈦’鈦合金毛胚加工;
3: 溝銑與側銑Aa(切深)與Ap(切寬)有0.5D~0.8D之切削能力。
相對的,要切削鈦系列金屬,一定必先了解其金屬特性與注意事項,我們將經驗值分享於讀者。
鈦合金特點:鈦金屬的密度較小,為4.5g/cm3,僅為鐵的60%,通常與鋁、鎂等被稱為輕金屬,相對的鈦合金、鋁合金、鎂合金則稱為輕合金。
世界上許多國家都認識到鈦合金材料的重要性,相繼對鈦合金材料進行研究開發,並且得到了實際應用。鈦是二十世紀五十年代發展起來的一種重要的結構金屬,鈦合金因具有比強度高、耐蝕性好、耐熱性高、易焊接等特點而被廣泛用於各個領域,尤其是強度高、易焊接性能有利於高爾夫球桿頭的製造。
美國1954年研製成功的Ti(鈦)-6Al(鋁)-4V(礬)合金。Ti-6Al-4V合金在耐熱性、強度、塑性、韌性、成形性、可焊性、耐蝕性和生物相容性方面均達到較好水準。Ti-6Al-4V合金使用量已佔全部鈦合金的75~85%。
鈦合金的硬度大於HB350時切削加工會特別困難,小於HB300時則容易出現黏刀現象,也不易切削。鈦合金對刀具材料的化學親和性強,在切削溫度高和單位面積上切削力大的條件下,刀具很容易產生黏結磨損。
鈦合金的導熱係數很小(相當於S45C的1/5~1/7),切屑與前刀面的接觸長度極短,切削時產生的熱不易傳出,主要集中在切削區和切削刃附近的較小範圍內,切削時所產生溫度很高。
鈦的化學活性大,在高的切削溫度下,很容易吸收空氣中的氧和氮形成硬而脆的外皮;同時切削過程中的塑性變形也會造成表面硬化。冷硬現象不僅會降低零件的疲勞強度,而且能加劇刀具磨損,是切削鈦合金時的一個很重要特點。
毛胚經過衝壓、鍛造、熱軋等方法加工後,形成硬而脆的不均勻外皮,極易造成崩刃現象,使得切除硬皮成為鈦合金加工中最困難的工序如<圖示四>。(選擇鈦好切系列的WWB產品,此加工難題,將能迎刃而解)

'






