新型的DISK静电涂装设备现以多段速微电脑人机接口控制升降台升降,可以对不同形状工件喷涂达到较好的包覆效果,同时可以准确控制涂料吐出量,可以对凸凹不平的地方达到较好的包覆效果(注;传统DISK采用波段式控制,因此波段式难以道道一定的要求,在输送速度一定的条件下,对特殊的工件喷涂难以掌握升降速度准备一致,因此难以达到均匀包覆效果,而多段速可以避免这种情况发生)。
3、涂料供给;齿轮式泵浦输送方式。




1)、涂料供给采用齿轮式泵浦输送,此式可使油漆之吐出量达到高准确性及高稳定性。
2)、传统式隔膜泵浦及压力桶输送,容易使涂料产生脉冲效应,难以控制涂料输送量及涂料稳定性。
3)、驱动方式;变频器式马达方式,采用90W马达驱动。
4)、齿轮泵浦根据涂料吐出量分为;3CC和5CC两种,5CC用于木器行业,3CC用于五金行业。齿轮泵浦点击采用90W三相牌,220W变频器,无调速平滑0.1HZ正反转(进油,退油)。
5)、涂料粘度在10秒~30秒均可,使粘度15秒~20秒之间。
6)、依被涂物大小及输送带速度及升降机速度而定涂料输送量。
7)、DISK所用涂料最好用较慢干的即灰发性较慢的,但以不滴漆为标准因为DISK所雾化出涂料比一般喷枪细,且经过高压静电二次干燥,所以太快干的涂料会使被涂物表面粗糙不会光滑。
8)、涂料导电性影响包覆效果甚重,导电性太低,包覆效果越差,标准在30MΩ左右,阻抗数越大表示油漆导电越差,反之阻抗数值越小导电越好(100MΩ比5MΩ导电性差),可由意鸿专用导电测试器得知。一半涂料5—15MΩ、银粉涂料20—50MΩ皆可。
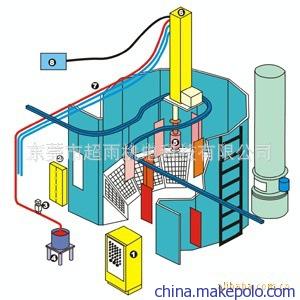
4、静电原理说明;
原理;通过静电高压产生0—120KV高压静电,使油漆产生负电荷,而输送带上之工件作为相对正电荷(零电荷,接地),当油漆通过雾化头高速旋转成极细的颗粒,通过静电电离后成为负离子,这时油漆与工作之间形成一个电磁场,油漆又因雾化而游离于DISK喷房至使与输送带上之工件(接地,零电荷)相吸附而达到油漆喷涂之效果。是把涂料吸附到工件上,而不是洒到工件上,使背面、侧面、上面、下面都有涂料,所以节约涂料%60以上,而传统手工工艺是将涂料洒到工件上,洒到哪里就哪里有涂料。我司静电发生器采用水油通用型,比同行的上漆率高%10.
5、雾化原理说明;
1)、原理;
(A)雾化头采用气功式驱动,可以使雾化盘达到高速运转,最大60000rpm/min(空载)这样可以使雾化盘上油漆产生离心力,使油漆与盘成切向线形甩脱使油漆颗粒雾化程度达到,雾化颗粒印透过静电而附着于工作上。
(B)因雾化喷头乃使用气动驱动,因此同样的空气压力承载不同的雾化盘印负重差异会使雾化喷头之转动扭力产生转速差异。
2)、面板组成
(A)空气源压力最小要5—7Kg以提供驱动风压和辅助雾化风压之所需使用风量
(B)气动风压一般设定气动2—4kg之风压,从而马达之转速也会降低,所以雾化气压之设定与雾化盘之大小选择有相对之关系。






