'
产品介简:
中频焊机主要以焊接大型、高精度、高质量、高要求的工件为主。更为突出的是他较普通的交流焊机要节能20%-30%,很好的解决了工厂因大功率焊机而导致的供电能力不足、电网波动较大的难题。中频焊接是一种先进的焊接技术、他焊接火花少、焊接接头牢固、焊接表面光滑不易变色,是企业首选的焊接设备。
主要用途:广泛用于航空、航天、汽车、压缩机、电气及其它特种领域的焊接要求。
主要技术参数:
项目(单位) \\型号 | DIT-80 | DIT-150 | DIT-200 | DIT-280 |
额定功率 KVA | 80 | 150 | 200 | 280 |
输入电源 V | 3φAC
380V | 3φAC
380V | 3φAC
380V | 3φAC
380V |
最大短路电流 KA | 18 | 30 | 45 | 550 |
最大焊接电流时
负载持续率 % | 20 | 20 | 20 | 20 |
最大加压力 N | 6000 | 10000 | 15000 | 20000 |
臂伸尺寸 mm | 220X400 | 220X400 | 300X450 | 300X450 |
电极行程 mm | 60 | 80 | 100 | 80 |
冷却水量 L/min | 8 | 12 | 12 | 14 |
焊接能力 mm
(铝二块叠焊) | 2.0+2.0 | 2.5+2.5 | 3.0+3.0 | 3.5+3.5 |
中频逆变点凸焊机系列参数
 中频逆变点凸焊机系列
中频逆变点凸焊机系列
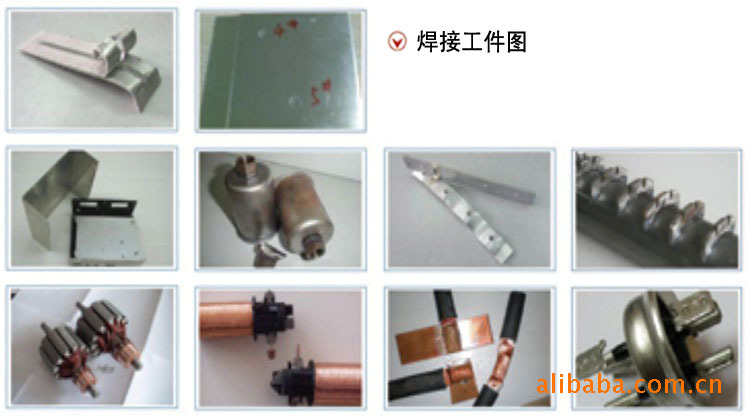 中频逆变点凸焊机系列焊接工件图
中频逆变点凸焊机系列焊接工件图

安装
应尽可能安装在变电室(电源变压器)附近,湿性尘埃少、无有害气体的平坦地面上,并一定用地脚螺栓固定。
与焊接工装组合安装时,焊接工装必须与焊机本体完全绝缘。
焊接作业
在焊接时,绝对不能将手等放入电极之间,电极加压力大至数千牛顿,会造成重伤。
焊接停止时的注意事项
焊接完毕后,必须切断电源、冷却水及压缩空气。在寒冷地区一定要将冷却水全部排出,否则剩水冻结会使冷却水管破裂(可向给水口吹进压缩空气即可将水完全排净)。
保修、检修
1、给油
加压气缸下正前方有一加油口,每星期一次,拧开加油螺塞,用注油灌加入数滴机油,后旋紧螺塞。
拧开螺塞前,必须关闭调压阀侧的气源开关,使焊机内无气压(气压表指针为0)。在电极轮轴及导电滑块处的注油嘴需每日用油枪加注注特制的导电润滑油膏。(油膏配方:1份篦麻油、4份石墨粉,化学试剂占均有售)
2、上、下焊轮的检修、整形、更换
检修、整形、更换上、下焊轮时,一定要关闭控制装置的电源开关。
请按照加工要求进行焊轮表面形状、尺寸的加工。
3、内部检修
检修焊机机体内部及控制装置及更换部件等时,一定要切断电源。
4、构造的变更
请勿任意改变机器的构造或规格,若需要时,请有销售商或本公司联系,并特别需要注意以下几点:
⑴如需在焊机上安装焊接工装,一定要将工装与电极导电带或工装与机体外壳间完全绝缘,否则,焊接电流分流到焊接工装上,引起部件损伤。
⑵请勿变更焊机内部恒温开关或进行改造。
5、保养、检修
请一定按照使用说明书进行保养、检修,否则不仅不能充分发挥焊机的功能,还会大大缩短使用寿命。
6、保护用具的穿着
焊接时会产生飞溅,请穿着防护服、镜、防护手套等防护用具。
品质保证
本机出厂时已经过严格检查,为防止万一产生的故障,本公司发行保修证,务请阅读后妥善保管(委托修理时,需要保修证)。
万一焊机出现故障需要修理时,请写明焊机型号、制造编号、故障内容,及时与销售商或本公司联系。
'




