
![]()
※ 典型化学分析:
ZrO2 | SiO2 | Al2O3 | 密度 | 堆积密度 | 硬度参考值 | ||
60 -70 % | 28 -33 % | < 10 % | 3.5 | 2.3 | 700(HV) | 7级(F. Mons) | 60HRC(HR) |
本产品已通过ISO9001国际质量体系认证
型号规格 | |||||
JZ100 | 0.100-0.150mm | JZ150 | 0.150-0.210mm | JZ210 | 0.210-0.300mm |
JZ300 | 0.300-0.425mm | JZ425 | 0.425-0.600mm | JZ600 | 0.600-0.850mm |
JZ850 | 0.850-1.180mm | 非标按客户要求 | |||
* HONRIDA®可按照您的要求定制* | |||||
包装方式:25KG/桶

※ 产品功能:
表面强化及消除应力:
通过喷丸循环敲击工件的表面,可以增加工件表面强度,并且消除其应力
工件表面的清理:
可用作对金属的锈蚀层、热处理件表面的残盐和氧化层、轧制件表面的氧化层、锻造件表面的氧化层、焊接件表面的氧化层、铸件表面的型砂及氧化层、机加件表面的残留污物和微小毛刺、旧机件表面等进行处理,以去除表面附着层,显露基体本色 , 表面清理质量可达到 Sa3 级环保喷砂机。
工件表面涂覆前的预处理:
可用作各种电镀工艺、刷镀工艺、喷涂工艺和粘接工艺的前处理工序,以获得活性表面,提高镀层、涂层和粘接件之间的附着力。
改变工件的物理机械性能:
喷砂可以改变工件表面应力状态,改善配合偶件的润滑条件,降低偶件运动过程中的噪音。可使工件表面硬化,提高零件的耐磨性和抗疲劳强度。
工件表面的光饰加工:
可以改变工件表面粗糙度 Ra 值。可以产生亚光或漫反射的工件表面,以达到光饰加工的目的。
※ 恒利达产品优势:一、硬度高、寿命长、弹性好
1、陶瓷喷丸的硬度高、变形小。陶瓷砂的硬度可达643~785HV,具有超高冲击的冲击力度。高硬度保证了陶瓷喷丸可以对高强度及超高强度结构零件进行喷丸强化,提高生产效率;变形小保证了弹丸在冲击撞击时的形状不发生变化,陶瓷喷丸的球形形状使零件喷丸的质量稳定性得到提高。
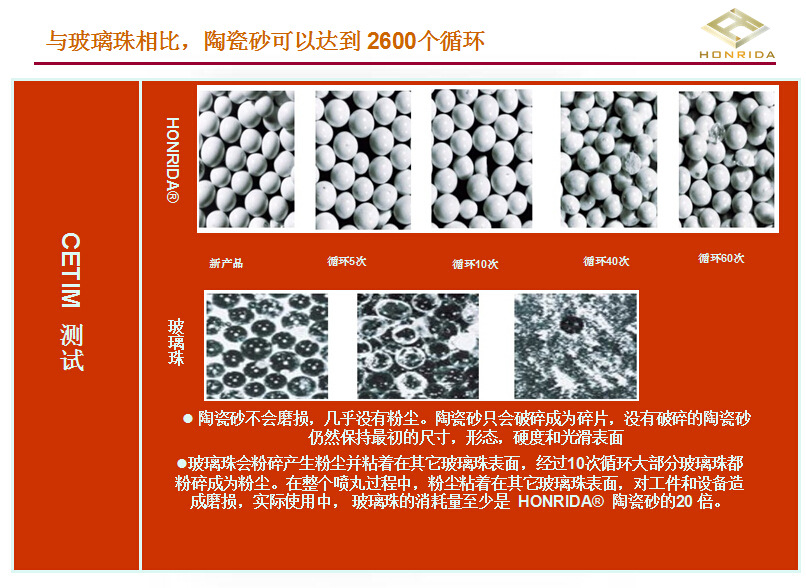
2、相比玻璃砂效果、光洁度等级更高,寿命长达约20-30倍。玻璃珠硬度只有47HRC,与陶瓷喷丸60HRC相比耐磨损性能差,使用过程中产生很多游离粉尘,工作环境差,危害工人健康,磨损喷丸设备和零配件。
3、陶瓷喷丸只会产生破碎,很少出现磨损。足够小的晶粒尺寸提供了很高的弹性模量:330GPa 陶瓷喷丸表面光滑使用过程中砂粒多角度回弹。
二、循环使用、改善环境、提高效率
1、陶瓷喷丸使用寿命长,性价比高:陶瓷喷丸的寿命是玻璃珠20倍以上,且不会磨损,只会少量破碎成为碎片,没有破碎的陶瓷砂仍然保持最初的尺寸,形态,硬度和光滑表面,这才可以循环使用。
2、不会产生粉尘。这样可以有效减少工作环境的粉尘含量和最终废弃物,可有效保护环境防止污染,对于工人无任何危害健康。
3、硬度高、寿命长、弹性好、磨耗低、可有效减少更换料的次数降低工人成本。陶瓷喷丸无论是用在干喷丸,湿喷丸或是抛丸工序里,都是能够带来高效益。
三、节省开支、显著降低人工成本
1、使用寿命长,性价比高:陶瓷弹丸的寿命是玻璃珠20倍以上,性价比高。
2、生产率高:陶瓷弹丸弹性模量 330GPa,远高于玻璃珠 60GPa,不易破碎,喷丸效率高。
3、表面质量好:经陶瓷弹丸喷丸处理的工件表面质量好,粗糙度远小于玻璃珠,模具维修及抛光工作时间大大减少。
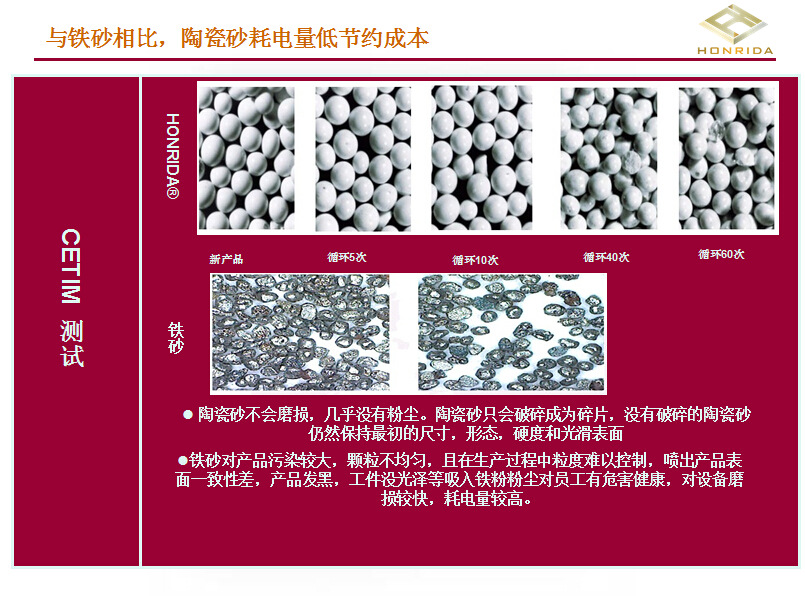
4、能源消耗少:陶瓷弹丸密度大于玻璃珠,弹性模量高,撞击能量大,使用时达到同样的喷丸效果可以降低喷丸压力,减少能源消耗,从而降低生产成本。

一、数码电子业系列:适合电脑、手机、相机、平板等金属、塑胶外观及内置件产品喷砂表面处理工作

二、航空航天业系列:适合航空发动机部件、飞机起落架、齿轮传动件、航空发动机叶片、飞机机翼精细喷砂
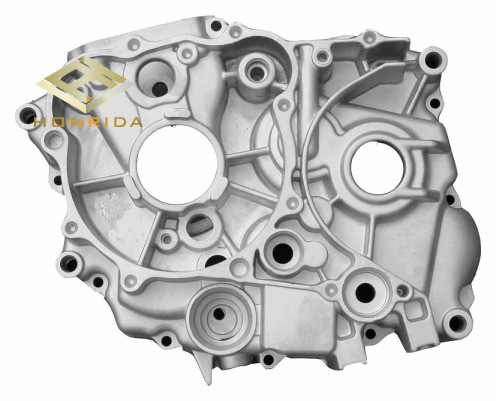
三、汽车制造业系列:适合变速箱齿轮、汽车铝轮毂、活塞部件/减震器、发动机曲轴喷砂处理强化

四、模具制造业系列:玻璃瓶、轮胎等模具清理除锈、污垢及杂质清理
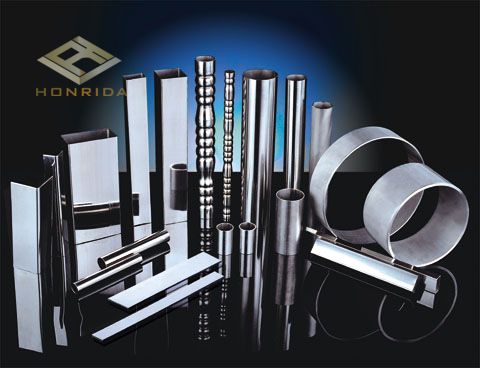
不锈钢零件系列:
材质:201、202、301、303、304、304L、316、316L、321、310S、401、409、410、420J1、420J2、430、439、443、444等
铝及铝合金零件系列:
材质:2011、2017、2618、2024、4032、6061、6082、6262、6020、7075、1080、5052、5N01、6063
、5052、6061、6N01、6063、5056、2014、2017、5083等
铜材零件系列:
材质:H59、H63、H65、H68、H70、H80、H85、H90、H96、T1、T2、C1100、C5111、C5101、C5191、C5210、TU1、TP1、TP2、TAg0.08、TAg0.1、C1100、C1020、C1201、C1220、C1271、C2100、C2200、C2300、C2400、C2600、C2680、C2700、C2720、C2800、C2801等
镁合金零件系列:
材质:AZ91D、AM60B、AM50A、AS41B
钛合金零件系列:
材质:Ti-6Al-4V、Ti-5Al-2.5Sn、Ti-2Al-2.5Zr、Ti-32Mo、Ti-Mo-Ni、Ti-Pd、SP-700、Ti-6242、Ti-10-5-3、Ti-1023、BT9、BT20、IMI829、IMI834等
塑胶零件系列:
材质:PA66、PC、POM、PBT、PC/ABS、ETFE、PTFE、PPS、PS、PBT、475
手动型系列:
手动密闭式喷砂机、手动推车转盘喷砂机、双枪双工位手动喷砂机,手动(自动)滚筒两用喷砂机、手动密闭加压喷砂机、
水砂机等

自动型系列:
自动密闭加压喷砂机、自动输送式喷砂机、履带式喷砂机、自动转盘喷砂机、自动转盘连续加压喷砂机、自动输送式喷砂机、曲轴式圆筒内壁自动喷砂机、超宽自动平面输送式喷砂机等

开放型系列:
单枪开放式高压喷砂机、双枪开放式高压喷砂机、四枪开放式高压喷砂机等

喷砂房型系列:
气力输送式喷砂房、机械输送式喷砂房等

喷砂过程中所需要的注意事项:
※ 喷枪的距离(H)、角度(θ)
1. 压力大小的调节对表面结果的影响
在S、H 、θ三个量设定后,P值越大,喷射流的速度越高,喷砂效率亦越高,被加工件表面越粗糙,反之,表面由相对较光滑。
2. 喷枪的距离、角度的变化对表面结果的影响
在P、S值设定后,此项为手工喷砂技术的关键,喷枪距工件一般为 50-150mm,喷枪距工件越远,喷射流的效率越低,工件表面亦越光滑。喷枪与工件的夹角越小,喷射流的效率亦越低,工件表面也越光滑。无尘喷砂机
公告栏
♣ 我们是国内唯一一家大型生产陶瓷砂企业,通过ISO9001及美国空军标准磨料MIL-85891体系认证
♣ 我们只生产高品质,高寿命、高稳定、高标准产品、请认准选用进口材料生产陶瓷砂企业--HONRIDA®
♣ 最近部分同行小型企业及经销商采用国内原材料、掺假导致产品喷出来发黑、不耐用、容易破碎、粉尘大,购买时请认准正版-HONRIDA产品
坚定保证:恒利达确保产品无任何质量问题,如发现有问题一律包退换;
永久的承诺:全方位提供最优质的一条龙服务,24小时在线客服一一解答;
专业定制:免费为客户量身打造专属样板,根据不同的客户需求来解决问题;
不变的原则:以严谨的服务态度为客户提供最专业的解决方案,打造你我的理想“HONRIDA”品牌;
追求创新:恒利达在不断完善及进步的基础上,坚持以创新为首要革命,领先抢占市场;



