供应供应石膏烘干机|上海石膏烘干机|烘干机厂家|上海戴沃烘干设备|专业的回转石膏烘干设备
石膏烘干机介绍:
天然石膏和工业石膏(如脱硫石膏、磷石膏)都是以二水硫酸钙形式存在,其分子式中有2个结晶水,同时表面附着一些游离水。干二水硫酸钙(即生石膏)在水泥工业中作为水泥缓凝剂使用;半水石膏(即熟石膏)具有类似水泥的胶凝性能。烘干去掉游离水的过程叫烘干、脱去结晶水的过程叫做锻烧,根据不同锻烧方式可分别获得β型半水石膏和α型半水石膏。β型半水石膏是在气相条件下加热脱水获得,也叫建筑石膏,主要用于制造石膏板、石膏砌块、或加入添加剂后加工成粉刷石膏;α型半水石膏是用饱和蒸汽在压力状态下蒸煮后烘干获得,也叫高强度石膏,主要用于陶瓷、医药行业的模具制造。脱硫石膏的应用主流是把它烘干后作为水泥的缓凝剂使用;或锻烧成β型半水石膏,用于制造石膏板、石膏砌块、粉刷石膏。

石膏烘干机工作原理:
石膏烘干机工作原理很简单,物料由斗式提升机进入烘干机滚桶内,然后通过电力、柴油力、风力、易燃物力等产生的热气流对物料进行空气加热,输送到贯通周围,达到适当温度进行除湿处理。
石膏烘干机技术参数:
产品规格 | 生产能力(t/h) | 功率(kw) | 筒体转速(r/min) | 减速机型号 | 重量(t) |
φ0.6x8m | 0.6-1.2 | 4 | 8 | JZQ250-16-Ⅰ | 5.1 |
φ0.8x10m | 0.8-1.5 | 4 | 7.5 | JZQ350-16-Ⅰ | 6.9 |
φ10×10m | 1.2-2.0 | 5.5 | 5.8 | JZQ400-16-Ⅰ | 7.5 |
φ1.2x12m | 2.2-3.5 | 7.5 | 4.8 | ZL50-16-Ⅰ | 13.5 |
φ1.5x14m | 3.0-5.5 | 10 | 4.8 | JZQ500-Ⅲ-2F | 18.9 |
φ1.8x14m | 3.5-7.2 | 18.5 | 4.1 | JZQ50-16Ⅱ-2 | 22.83 |
φ2.2x14m | 7-12 | 22 | 3.2 | JZQ650-Ⅲ | 40 |
φ2.4x14m | 10-14 | 30 | 3 | JZQ750-Ⅲ | 51 |
φ2.4x18m | 18-25 | 37 | 3 | ZL85-13-Ⅰ | 54 |
φ2.8x18m | 32-45 | 37 | 3 | ZL82-13-Ⅰ | 65.3 |
φ3x20m | 40-50 | 55 | 2.59 | ZL100-16-Ⅰ | 78 |
φ3x25m | 45-58 | 75 | 2.59 | ZL100-16-Ⅰ | 104.9 |
石膏烘干机主要特点:
1、烘干机配套电子脉冲除尘器,运行时无粉尘污染 2、可利用化学石膏(脱硫石膏、磷石膏等)直接炒制成β-半水石膏粉;
3、从工艺上保证了煅烧石膏粉精密控制炒制时间和温度的要求;
4、间歇进出料时可压火停炉,再次开炉3分钟后炉火可投入正常运行;
5、配套煤气炉或沸腾炉供热,其尾气余热可回收利用(烧开水或加热空气);

转筒烘干机工作原理:在物料干燥的过程中,湿物料由皮带输送机或斗式提升机送到料斗,然后经料斗的加料机通过加料管道进入加料端。加料管道的斜度要大于物料的自然倾角,以便物料顺利流入干燥器内。转筒烘干机圆筒是一个与水平线略成倾斜的旋转圆筒。物料从较高一端加入,载热体由低端进入,与物料成逆流接触,也有载热体和物料一起并流进入筒体的。随着圆筒的转动物料受重力作用运行到较底的一端。湿物料在筒体内向前移动过程中,直接或间接得到了载热体的给热,使湿物料得以干燥,然后在出料端经皮带机或螺旋输送机送出。在筒体内壁上装有抄板,它的作用是把物料抄起来又撒下,使物料与气流的接触表面增大,以提高干燥速率并促进物料前进。载热体一般分为热空气、烟道气等。载热体经回转转筒烘干机以后,一般需要旋风除尘器将气体内所带物料捕集下来。如需进一步减少尾气含尘量,还应经过袋式除尘器或湿法除尘器后再放排放。
转筒烘干机结构图:
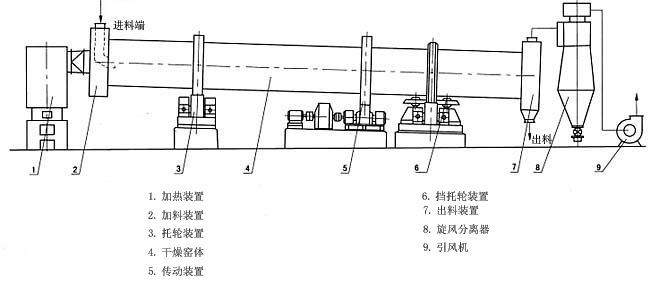
转筒烘干机由1、筒体;2、前辊圈;3、后辊圈;4、齿轮;5、挡辊(小型烘干机不适用);6、拖辊;7、小齿轮;8、出料部分;9;扬板;10、减速机;11、电机;12、热风道,13、进料溜槽;14、炉体等部分组成,另外可根据用户需求设计煤气发生炉、燃烧室或配套提升机、皮带输送机、定量给料机、旋风除尘器、引风机等

石膏烘干机的安装与调试:
1、石膏烘干机的安装非常严格一定要按照装配图和基础图的要求规范施工,烘干机安装前,应对其零部件及其辅佐件一律清查,清擦,清理干净完备齐全。
2、在安装的过程中我们要注意安装的顺序:
(一)划基础线,在基础标板上正确的作出十字线,标高线,中心标板埋设要达到使用方便,准确并考虑机座安装后不被遮盖。
(二)安装底座与拖轮铲平垫铁位置,划出底座,拖轮的中心线,按照图纸要求,找准底座与拖轮的安装位置,调平放正,先把基础孔灌浆,混凝土达到一定强度时,拧紧地脚螺栓,复查合格后,再安装筒体。
(三)安装筒体及滚圈先将滚圈装在筒体上,固定时所需要的凹状接头要一正一反交错配置,并调整垫铁的厚度,使滚圈与凹状接头的接触保持相应的间隙,切勿一致,并点焊凹状接头螺栓头部与筒体内。
(四)安装大齿轮安装前检查对接面接口不得有碰撞痕迹,把大齿轮与筒体接触表面清擦干净,然后将两半齿轮小心的对好并拧紧接口螺栓,便将大齿轮装在筒体上。转动筒体,检查大齿轮的径向跳动和侧向摆动,直至校调合格。
(五)安装小齿轮、减速机、电机根据已装好的大齿轮,调整好大、小齿轮的啮合参数并达到设备规定要求,固定小齿轮,减速机电机的位置。
(六)安装齿轮罩,使其与齿轮的边缘距离匀称。
3、如果以上工作准备完毕,那么下面我们就该进行二次灌浆,灌浆的时候应该按照土建设计的要求进行灌浆,在此期间我们要严格按照要求操作,防止意外的产生。