成和主要技术特征
本机主要由扣压机构、电动机、齿轮泵、控制阀和油箱组成。
扣压力: 740吨
电动机型号: Y132M-4
功 率: 7.5KW
转 速: 1440r/min
齿轮泵型号: CBF-E540-ALPL
溢流阀型号: YF-L20H3-S
换向阀型号: 34SM-L20H-W
油箱容量: 100kg
设备外形尺寸(L×W×H): 2000×850×1500
重 量: 1200kg
本机为增大75型高压锁管机,是生产修复液压支架中所用的高压胶管管头与外套、芯子压合在一起的专用设备。
使用说明
1. 油箱应加入46#长城液压油(油必须保证清洁,否则会损坏油缸及密封)达到油箱高度的75%。
2. 工作前,将增大手柄放在工作位置上,启动电动机三分钟,空载往复运行二分钟,各模座均涂黄油。
3. 各油杯均加20#-30#机械油。
4. 本机在扣压胶管前,压套、19部位(导向键)、13部位(滑轮)、22部位(模座锥面)等必须用高级润滑剂(二硫化钼)涂覆,以减少磨损。特别对Φ32mm以上高压胶管的每扣压20-30根就需涂一次(每次不必太多)。
5.在扣压大法兰、大弯头高压管,不能伸进机内时,可将增大手柄至急停位置,放入后,随之将增大手柄搬至工作位置,即可进行扣压,扣压完毕搬回急停位置,调头放入,再将增大手柄搬入工作位置进行扣压,依次类推。对于一般高压胶管扣压,增大手柄放在工作位置就不用动。
6. 工作完毕,模座和压套均要擦干净涂黄油,并且模座和压套不能靠太近(以压套和模座不接触为准),最后停机,将增大手柄松开,放入急停位置,使内弹簧放松。
7. 应注意的是:开机前增大手柄一定要放在工作位置上,否则,开机前进会将机头压坏,致使本机不能工作。
设备外形尺寸(L×W×H): 2000×850×1500
重 量: 1200kg
工作原理及工作过程
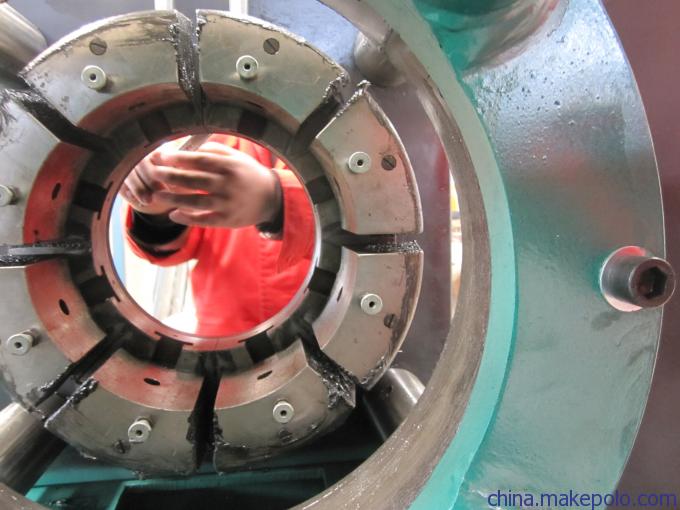
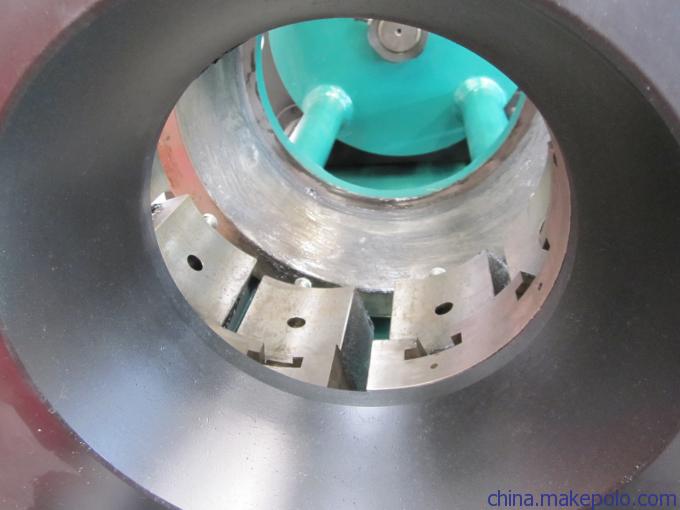
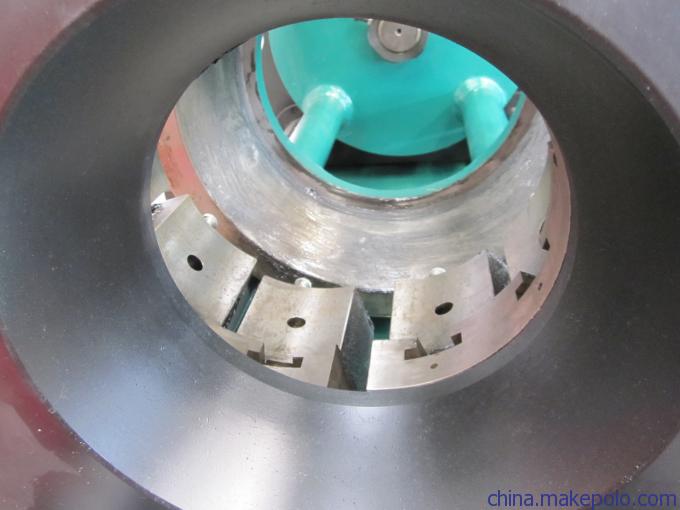
扣压机构是本机工作机构。压套在油缸柱塞的带动下实现往复运动,对固定在芯轴上的弹簧压头不断压紧和放松,将装好的管头,外套、芯子放入弹簧压头中间圆孔内,开动电机、油泵、控制阀,驱使油缸柱塞运动,通过带有锥度内壁的压套,压紧带有同样锥度的弹簧压头外壁,实现压合目的。换向后,压套反方向运动,弹簧压头复原,将高压胶管接头取出。
一、概述
1、用途
本机为增大75型高压锁管机,是生产修复液压支架中所用的高压胶管管头与外套、芯子压合在一起的专用设备。
2、组成和主要技术特征
本机主要由扣压机构、电动机、齿轮泵、控制阀和油箱组成。
|
锁管机型号 |
DSG-75手动型 |
DSG-75电动型 |
|
最大扣压力 (T) |
725 | |
|
功 率 (kW) |
7.5 | |
|
流 量 (L/min) |
57.6 | |
|
油箱容量 (L) |
100 | |
|
重 量 (kg) |
1200 | |
|
设备外形尺寸(mm) |
2000×850×1500 | |
|
换向阀 |
手动换向阀 |
电磁换向阀 |
二、工作原理
扣压机构是本机工作机构。压套在油缸柱塞的带动下实现往复运动,对安装到导轨盘(附图16)上的模座(附图22)不断压紧和放松,将装好的管头,外套、芯子放入弹簧压头中间圆孔内,开动电机、油泵、控制阀,驱使油缸里的柱塞运动,通过带有锥度内壁的压套,压紧带有同样锥度的模座外壁,实现压合目的。换向后,压套反方向运动,模座在弹簧弹力作用下复原,将高压胶管接头取出。
三、安装与使用
1、 本机要安装在车间水平地基上,安装要稳固。
2、 油箱应加入46#号抗磨液压油(油必须保证清洁,否则会损坏油缸及密封)达到油箱高度的75%。油温一般控制在30℃-35℃为宜。
3、各油杯均加20#-30#机械油。
4、工作前,将增大手柄扳在工作位置上(注意:开机前增大手柄一定要放在工作位置上,否则,开机后将机头压坏,致使本机不能工作),
启动电动机三分钟,空载往复运行二分钟,各模座均涂黄油。
5、本机在扣压胶管前,压套、导向键(附图19)、滑轮(附图13)、模座(附图22)等必须用高级润滑剂(二硫化钼)涂覆,以减少磨损。特别对Φ32mm以上高压胶管,每扣压3-5根就需涂一次(每次不必太多)。
6、在扣压大法兰、大弯头高压管时,不能伸进机内时,可将增大手柄扳至急停位置,放入后,随之将增大手柄扳至工作位置,即可进行扣压,扣压完毕扳回急停位置,调头放入,再将增大手柄扳到工作位置进行扣压,依此类推。对于一般高压胶管扣压,增大手柄放在工作位置就不用动。
7、扣压不同规格的胶管,应更换不同规格的模具。
8、工作完毕,模座和压套均要擦干净并涂黄油,并且模座和压套不能靠太近(以压套和模座不接触为准),最后停机,将增大手柄松开,放入急停位置,使内弹簧放松。
9、①手动型锁管机控制方法:
利用手动换向阀控制换向,在模具闭合运动中,当扣压到合适程度时,扳动手动换向阀,使之换向,模具则开始扩张。
②电动型锁管机控制方法:
将标尺调到不同的刻度,可以扣压相应的胶管,同时标尺还做为前限位使用,当锥套顶到标尺杆(此时压力表所指的示数值是完成胶管总成扣压所需的压力),机器将自动停止扣压。
(标尺每调整5.5mm即5格半,扣压直径增加或减小1mm,顺时针调整标尺,模具张口增加,逆时针则减小,调到所需位置即可)
四、注意事项:
1、使用前应详细阅读《使用说明书》,并检查各部位运行情况及仪表反应是否正常,确认无误时方可使用。
2、该设备额定压力48MPa , 严禁超压使用,应以压力表示数为准,以免造成事故。
3、该机工作时为高压状态,安装时应避免油缸尾部对着人为宜。
4、电动型锁管机使用前必须认真检查标尺是否灵活可靠。以标尺座能灵活离开前方板(机架上最前方的大板)为准,松开后靠弹簧弹力自动压紧在前方板上。不可用螺钉将标尺座紧固在前方板上,否则会损坏标尺。
5、对压合机构的工作情况要定期进行保养,以保证设备正常运转。
6、扣压锁头不能长时间处于闭合状态,长时间不用时应将增大手柄(附图12)置于急停位置。
7、长期使用后发现有漏油现象时,要及时更换油缸和管阀系统中的密封件。
五、扣压各种胶管所需模具、压力参数表(供参考)
|
序号 |
胶管内径 |
胶管外径 |
使用模具 |
半扣压表压力MPa |
全扣压表压力MPa | |
|
1 |
Φ4 |
Φ13 |
Φ13 |
|
| |
|
2 |
Φ6 |
Ⅰ Ⅱ |
Φ15 Φ17 |
Φ15 |
5.5 6 |
6~8 9~11 |
|
3 |
Φ8 |
Ⅰ Ⅱ |
Φ17 Φ19 |
Φ18 |
6~6.5 6.5~7 |
8~10 11~12 |
|
4 |
Φ10 |
Ⅰ Ⅱ |
Φ19 Φ21 |
Φ21 |
6.5~7 7.5~8 |
10~11 13~16 |
|
5 |
Φ13 |
Ⅰ Ⅱ Ⅲ |
Φ23 Φ25 Φ27 |
Φ25 |
8.5~9 10~11 |
14~17 15~18 |
|
6 |
Φ16 |
Ⅰ Ⅱ |
Φ26 Φ28 |
Φ28 |
9~10 10~11 |
15~18 18~22 |
|
7 |
Φ19 |
Ⅰ Ⅱ Ⅲ |
Φ29 Φ31 Φ35 |
Φ30 |
9 11~12 22~24 |
15~17 20~22 29~31 |
|
8 |
Φ22 |
Ⅰ Ⅱ Ⅲ |
Φ32 Φ34 Φ38 |
Φ34 |
12~13 14~16 20~25 |
17~19 19~21 25~30 |
|
9 |
Φ25 |
Ⅰ Ⅱ Ⅲ |
Φ36 Φ38 Φ42 |
Φ38 |
10~11 15~16 26~28 |
16~18 20~24 28~32 |
|
10 |
Φ32 |
Ⅰ Ⅱ Ⅲ |
Φ44 Φ46 Φ50 |
Φ42 Φ45 |
12~13 16~18 32 |
18~22 30~34 32~38 |
|
11 |
Φ38 |
Ⅰ Ⅱ Ⅲ |
Φ50 Φ52 Φ60 |
Φ50 Φ55 |
14 20 26~30 |
22~26 28~32 44~48 |
|
12 |
Φ51 |
Ⅰ Ⅱ Ⅲ |
Φ63 Φ65 Φ69 |
Φ60 Φ65 |
25 30 35 |
26~28 40 48 |
|
13 |
Φ63 |
Ⅰ Ⅱ |
Φ78 Φ80 |
Φ78 |
20 28 |
|
|
14 |
Φ76 |
Ⅰ Ⅱ |
Φ91 Φ93 |
Φ90 |
20 25 |
|
六、装 箱 单
1、DSG-75锁管机 1台
2、模 具
Φ18 1套
Φ21 1套
Φ25 1套
Φ28 1套
Φ30 1套
Φ38 1套
Φ45 1套
Φ55 1套
Φ65 1套
Φ75 1套
注:本机只配备十套模具,如需要其他规格的模具,可订做,
但需交相应的模具费(所需模具可参考上页参数表确定)
3、说明书 1份
4、合格证 1份