

加气混凝土生产工艺_加气混凝土生产工艺流程
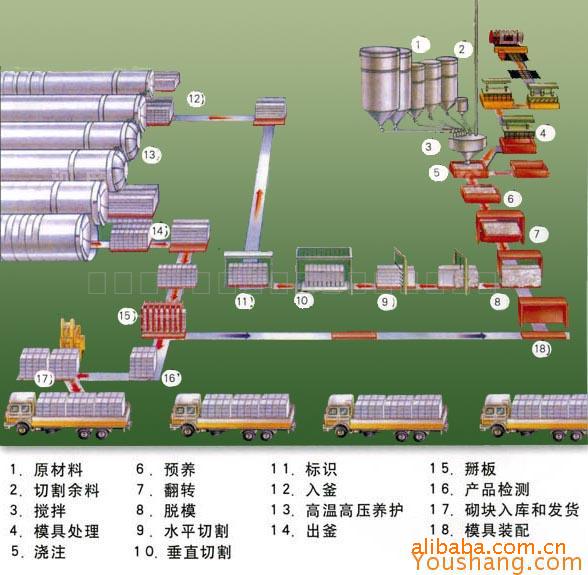
加气混凝土生产工艺图示
加气混凝土生产工艺流程1、
加气混凝土砌块原料储存和供料 原材料均由汽车运入厂内,粉煤灰(或砂、石粉)在原材料场集中,使用时用装运入料斗。袋装水泥或散装水泥在水泥库内储存。使用时用装运入料斗。化学品、铝粉等分别放在化学品库、铝粉库,使用时分别装运至生产车间。
加气混凝土生产工艺流程2、
加气混凝土砌块原材料处理 粉煤灰(或砂、石粉)经电磁振动给料机、胶带输送机送入球磨机,磨细后的粉煤灰(或砂、石粉)用粉煤灰泵分别送至料浆罐储存。
石灰经电磁振动给料机、胶带输送机送入颚式破碎机进行破碎,破碎后的石灰经斗式提升机送入石灰储仓,然后经螺旋输送机送入球磨机,磨细后的物料经螺旋输送机、斗式提升机送入粉料配料仓中。
化学品按一定比例经人工计量后,制成一定浓度的溶液,送入储罐内储存。
铝粉由铝粉库运至生产车间,用电葫芦提升到配料楼二楼倒入搅拌机中定量加水,搅拌成铝粉悬浮液。
加气混凝土生产工艺流程3、
蒸压加气混凝土砌块配料、搅拌、浇注 石灰、水泥由粉料配料仓下的螺旋输送机依次送到自动计量秤累积计量,秤下有螺旋输送机可将物料均匀加入浇注搅拌机内。
粉煤灰(或砂、石粉)和废浆放入计量缸计量,在各种物料计量后模具已就位的情况下,即可进行料浆搅拌,料浆在浇注前应达到工艺要求(约40℃),如温度不够,可在料浆计量罐通蒸汽加热,在物料浇注前0.5~1分钟加入铝粉悬浮液。
加气混凝土生产工艺流程4、
蒸压加气混凝土砌块初养和切割 浇注后模具用输送链推入初养室进行发气初凝,室温为50~70℃,初养时间为1.5-2小时(根据地理有利条件,可免去此工艺),初养后用负压吊具将模框及坯体一同吊到预先放好釜底板的切割台上.脱去模框.切割机即对坯体进行横切、纵切、铣面包头,模框吊回到运模车上人工清理和除油,然后吊到模车上组模进行下一次浇注,切好后的坯体连同釜底板用天车吊到釜车上码放两层,层间有四个支撑,若干个釜车编为一组。
切割时产生的坯体边角废料,经螺旋输送机送到切割机旁的废浆搅袢机中,加水制成废料浆,待配料时使用。
加气混凝土生产工艺流程5、
加气块蒸压及成品 坯体在釜前停车线上编组完成后,打开要出釜的蒸压釜釜门,先用卷扬机拉出釜内的成品釜车,然后再将准备蒸压的釜车用卷扬机拉入蒸压釜进行养护。釜车上的制成品用桥式起重机吊到成品库,然后用叉式装卸车运到成品堆场,空釜车及釜底板吊回至回车线上,清理后用卷扬机拉回码架处进行下一次循环。
加气混凝土砌块产品是一种含硅、钙、硫、铝等胶凝材料为主要原料,加气混凝土砌块具有保温,防潮作用,重量轻等优点。加气混凝土可以根据物料类别、品质、设备的工艺特征,采用不同的工艺进行生产。一般情况下,将粉煤灰或硅砂、矿渣加水磨成浆浆料,加入粉状石灰、石膏和发泡剂经搅拌注入模框内,静养发泡固化后,切割成各种规格砌块或板材,有蒸养车送入蒸压釜内,经高温高压蒸气养护形成轻质的混凝土制品。
一、生产工艺简述 [加气混凝土设备]
1、加气块原料储存和供料
原材料均由汽车运入厂内,粉煤灰(或砂、石粉)在原材料场集中,使用时用装运入料斗。袋装水泥或散装水泥在水泥库内储存。使用时用装运入料斗。化学品、铝粉等分别放在化学品库、铝粉库,使用时分别装运至生产车间。
2、加气块原材料处理
粉煤灰(或砂、石粉)经电磁振动给料机、胶带输送机送入球磨机,磨细后的粉煤灰(或砂、石粉)用粉煤灰泵分别送至料浆罐储存。
石灰经电磁振动给料机、胶带输送机送入颚式破碎机进行破碎,破碎后的石灰经斗式提升机送入石灰储仓,然后经螺旋输送机送入球磨机,磨细后的物料经螺旋输送机、斗式提升机送入粉料配料仓中。
化学品按一定比例经人工计量后,制成一定浓度的溶液,送入储罐内储存。
铝粉由铝粉库运至生产车间,用电葫芦提升到配料楼二楼倒入搅拌机中定量加水,搅拌成铝粉悬浮液。
3、加气块配料、搅拌、浇注
石灰、水泥由粉料配料仓下的螺旋输送机依次送到自动计量秤累积计量,秤下有螺旋输送机可将物料均匀加入浇注搅拌机内。
粉煤灰(或砂、石粉)和废浆放入计量缸计量,在各种物料计量后模具已就位的情况下,即可进行料浆搅拌,料浆在浇注前应达到工艺要求(约40℃),如温度不够,可在料浆计量罐通蒸汽加热,在物料浇注前0.5~1分钟加入铝粉悬浮液。
4、加气块初养和切割
浇注后模具用输送链推入初养室进行发气初凝,室温为50~70℃,初养时间为1.5-2小时(根据地理有利条件,可免去此工艺),初养后用负压吊具将模框及坯体一同吊到预先放好釜底板的切割台上.脱去模框.切割机即对坯体进行横切、纵切、铣面包头,模框吊回到运模车上人工清理和除油,然后吊到模车上组模进行下一次浇注,切好后的坯体连同釜底板
用天车吊到釜车上码放两层,层间有四个支撑,若干个釜车编为一组。
切割时产生的坯体边角废料,经螺旋输送机送到切割机旁的废浆搅袢机中,加水制成废料浆,待配料时使用。
5、加气块蒸压及成品
坯体在釜前停车线上编组完成后,打开要出釜的蒸压釜釜门,先用卷扬机拉出釜内的成品釜车,然后再将准备蒸压的釜车用卷扬机拉入蒸压釜进行养护。釜车上的制成品用桥式起重机吊到成品库,然后用叉式装卸车运到成品堆场,空釜车及釜底板吊回至回车线上,清理后用卷扬机拉回码架处进行下一次循环。
二、供电、供水、供热 [加气混凝土设备]
l、供电
用电设备工作电压为交流50Hz,380/220V,工艺设计总装机容量约640千瓦。
2、供水
(1) 生产用水的水质,要求氢离子浓度(PH值)不小于4;硫酸根离子小于2700mg/l,盐的总含量小于5000mg/l;水中不含油脂、植物油、糖类、酸类等物质。
(2)生产车间给水入口水压不小于2.5Kg/2。
(3)生产最大用水量:lOm3/H,lOOm3/日。
3、供热
(1) 蒸压釜用汽为一个系统,用汽量:2.4T/H,压力1l~13Kg/2。
(2) 初养室,浇注、搅拌及配料用汽为一个系统,总用汽量:O.8T/H,压力3Kg/2。
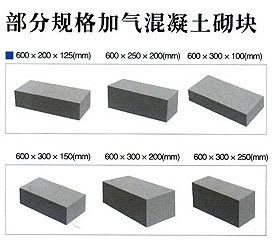
加气混凝土砌块
蒸压加气混凝土砌块特点:
自重轻:干密度约为红砖的1/3,混疑土的1/4,可有效减轻建筑物的自重,降低软弱地基的施工难度,减少基础和结构投入27%,综合造价可降低5%.
保温性:40mm厚的墙体保温性抵得上240mm厚的红砖墙体,导热系数=0.1w/m.k,是优良的自保温墙体材料
隔音性:由于该产品内部有许多细小气孔,具有隔音与吸音的双重性能,不同级别的制品,不同饰面和厚度的墙体计权隔声量可达40-50dB。
防火性: 加气混凝土砌块的原材料和产品本身均为无机物,绝不燃烧.在高温下不产生有毒气体.100mm厚砌体的耐火极限大于4小时,可满足建筑设计防火规范对防火墙的防火要求,所以被广泛用作防火墙。
抗渗性: 加气混凝土砌块内部的小孔均为单独的封闭气孔,直径约为1-2mm,能有效的阻止水份扩散,当采用普通外粉刷时砌块墙体的抗渗牲比粘土砖墙体高85%.
放射性:该产品的内照射指数Ira为0.1,外照射指数Ira为0.2.远远低于无机非金属建筑材料的放射性限量规定,属无放射无污染的绿色环保建材.可用于1类民用建筑。
高强性:由于产品尺寸精确并六面切割和使用薄层砂浆砌筑,使强度利用系数大为提高.砌块的砌体强度约砌块本身强度的80%,红砖仅为30%.
经济性:由于建筑重量的减轻,可大大降低基础和结构处理的费用.由于其高精度,表面可以直接做批灰,减少表面粉刷所用材料和人工.由于产品厚度相对较小,可提高建筑物利用系数,增加使用面积;保温性能好,可大大降低建筑物运行成本。
尺寸精确:本厂先进的生产工艺和设备保证了产品外形尺寸的精确性,产品的长,宽,高方向上的误差在±1.5mm,远高于国家标准中对优等品的要求,使薄层灰浆的应用成为可能。
施工便捷:一块砌块相当于多块红砖,并可连续砌筑,不受一次只可砌筑1米的高度限制,可大大提高砌筑速度,降低劳动力成本.该产品易于加工,可锯、钻、钉、挂、镂等,便于管线埋设和住宅的二次装修



