由于人们的认识往往是不完善的,因此必须在模具加工完成以后,进行试模试验,看成型的制件质量如何。 塑件出现不良现象的种类居多,原因也很复杂,有模具方面的原因,也有工艺条件方面的原因,二者往往交只在一起。在修模前,应当根据塑件出现的不良现象的实际情况,进行细致地分析研究,找出造成塑件缺陷的原因后提出补救方法。因为成型条件容易改变,所以一般的做法是先变更成型条件,当变更成型条件不能解决问题时,才考虑修理模具。“模具在现代工业中具有极其重要的作用,它的质量直接决定产品的质量。提高模具的使用寿命和精度。缩短模具的制造周期,是许多企业急需解决的技术问题,但在模具使用过程中经常会出现塌角、变形、磨损、甚至折断等失效形式。”
模具专家罗百辉表示,修复模具的方法很多,如电火花工艺、氩弧焊修复、激光堆焊技术、电刷镀方法。氩弧焊修复利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬喷嘴喷出的气体保护电弧来进行焊接的。目前氩弧焊是常用的方法,可适用于大部分主要金属,包括碳钢、合金钢。溶化极惰性气体保护焊适用于不锈钢、铝、镁、铜、钛、锆及镍合金,由于价格低,被广泛用于模具修复焊,但焊接热影响面积大、焊点大等缺点,目前在精密模具修补方面已逐步被激光焊所代替。电刷镀修复电刷镀技术是采用一种专用直流电源设备,电源的正极接镀笔,作为刷镀时的阳极;电源的负极接工件,作为刷镀时的阴极,镀笔通常采用高纯细石墨块作为阳极材料,石墨块外面裹上棉花和耐磨的涤棉套。
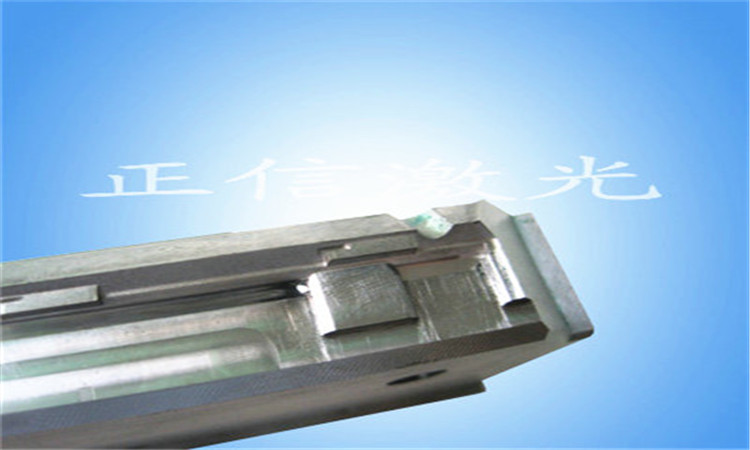
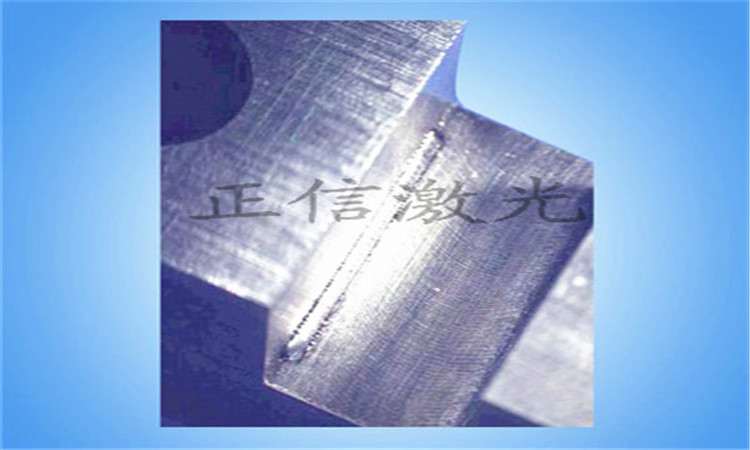
工作时,电源组件调整到合适的电压,并使浸满镀液得镀笔以一定的相对运动速度在被修复工件表面接触的部位,镀液中的金属离子在电场力的作用下扩散到工件表面上,在表面上获得电子还原成金属原子,从而这些金属原子沉积结晶形成镀层,也就是在被修复塑料模具型腔工作面上获得所需要的均匀沉积层。激光堆焊修复激光焊是利用大功率相干单色光子流聚焦而成得激光束为热源进行的焊接。这种焊接方法通常有连续功率激光焊和脉冲功率激光焊。激光焊优点是不需要在真空中进行,缺点则是穿透力不如电子束焊强。激光焊时能进行精确的能量控制,因而可以实现精密器件的焊接。它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。
目前已广范用于模具的修复。光焊是利用大功率相干单色光子流聚焦而成得激光束为热源进行焊接。这种焊接方法通常有连续功率激光焊和脉冲功率激光焊。激光焊优点是不需要在真空中进行,缺点则是穿透力不如电子束焊强。激光焊时能进行精确的能量控制,因而可以实现精密器件的焊接。它能是用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。目前已广范用于模具的修复
具体工作参数如下:
最大激光功率 200W
激光峰值功率 6KW
激光波长 1064nm
最大单脉冲能量 90J/10ms
脉冲宽度 0.3-20ms
连击频率 1-100Hz
泵浦源 氙灯
冷却方式 水冷
焊点大小 0.2-2mm
焊接深度 0.1-2.3mm
主机耗电功率 ≤6KW
电力需求 220V±5% / 50Hz / 40A
使用环境 洁净无尘,无震源,13℃-28℃,湿度5%-75%
耗材 氙灯、滤芯、保护镜片、水、电
免费工艺服务:
我们为客户提供免费工艺服务,包括样品测试。具体请您与总部联系。
免费制作方案:
我们将根据工艺结果,免费为客户提供整套针对性的焊接方案。
售后服务:
国内免费送货、安装及调试,提供免费设备操作培训
一年免费设备维护,全国联保,终身提供维护服务
免费年检和工程师上门检查服务,客户响应时间在24小时之内.
您可以不专业,但您有权选择专业 东莞市正信激光科技有限公司是国内专业的激光焊接设备权威制造商,“正信激光”在激光行业“只专注”研发“激光焊接设备”和“焊接工艺”!专业更值得“信赖”!“钢铁般”的“品质”和“信誉”以及最“完善”最“贴心”的“服务”, 让您省时、省心、省力! “持续性”的给客户创造“价值”是我们正信激光的“企业宗旨”!
正信激光焊接专家为全球客户提供焊接应用解决方案!
合作一次,您也专业





